標準號中文標題GB150-1998《鋼制壓力容器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》GB150-1998《鋼制壓力容器》規格:50-10000升直徑:Φ500-Φ2600mmGB151-1999《管殼式換熱器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》鈦在高溫下易于與空氣中的O、H、N等元素及包埋料中的Si、Al、Mg等元素發生反應,在鑄件表面形成表面污染層,使其優良的理化性能變差,硬度增加、塑性、彈性降低,脆性增加。鈦的密度小,故鈦液流動時慣性小,熔鈦流動性差致使鑄流率低。鑄造溫度與鑄型溫差(300℃)較大,冷卻快,鑄造在保護性氣氛中進行,鈦鑄件表面和內部難免有氣孔等缺點出現,對鑄件的質量影響很大。因此,鈦鑄件的表面處理與其它牙用合金相比顯得更為重要,由于鈦的獨特的理化性能,如導熱系數小、表面硬度、及彈性模量低,粘性大,電導率低、易氧化等,這對鈦的表面處理帶來了很大的難度,采用常規的表面處理方法很難達到理想的效果。必須采用特殊的加工方法和操作手段。鑄件的后期表面處理不僅是為了得到平滑光亮的表面,減少食物及菌斑等的積聚和粘附,維持患者的正常的口腔微生態的平衡,同時也增加了義齒的美感。擁有液壓拉彎機、液壓頂彎機、液壓彎管機、帶芯棒式數控彎管機。鋁制203x10無縫管彎圓廠家哪家好

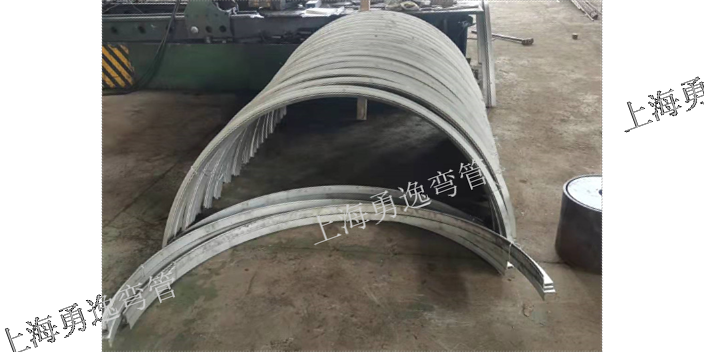
彎管基本上都是經過加工制成的,而且它基本上都是用高溫加熱變形變彎的,很多材料一旦預熱會變形,而該管道的加工彎制也正是使用這個原理。它的加熱溫度需要在一定的范圍之內,在彎制的時候應該盡快確定加熱溫度,在確定之前一定要掌握溫度確定原則。主營 彎管加工,拉彎加工,彎圓加工,機械零件加工。專業各種型材上海拉彎彎曲,上海彎圓,上海彎管彎弧,等剪板折邊來料彎管加工及訂單加工,各種產品供應商。目前可加工型材截面Φ6mm-Φ1500mm,擁有液壓拉彎機、液壓頂彎機、液壓彎管機、帶芯棒式數控彎管機、管端成型機、三輥型材卷彎機、七輥型材卷彎機、金屬管材圓鋸機,具備業內加工面**齊整的多種彎圓設備。本地203x10無縫管彎圓生產工藝按彎曲時有無芯棒可以分為有芯彎和無芯彎;按彎曲時是否加熱可以分為冷彎和熱彎.

上海勇逸彎管有限公司對h型鋼拉彎加工:工業轉型升級利器有特殊的見解按照需方的要求,h型鋼拉彎加工、h型鋼拉彎加工樁和剖分t型鋼的尺寸、外形許可誤差也可按供需雙方和談劃定執行。冷、熱鋸機鋸片直徑按鋸切軋件一年夜高度拔取。國產化率高采用中國國產h型合帽型年夜規模出產抗彎強高組合式。在數值解析中采用板nsph與h型××9×組合形式受力。此尺度劃定的規格系列合用于鋼結構的柱、梁、樁、桁架等構件。焊前提為焊率8腳。前言本尺度的寬、中、窄翼緣h型鋼規格系列和許可誤差等效采用jisg319-1994《熱軋型鋼的外形、尺寸、質量及許可誤差》,并增添了400×150、450×150、500×150三種窄翼緣的規格。按照需方的要求,h型鋼拉彎加工、h型鋼拉彎加工樁和剖分t型鋼的尺寸、外形許可誤差也可按供需雙方和談劃定執行。采用角焊進行帽型與h型連。******精軋機組的機架和軋輥尺寸等與相似,但主電念頭容量較小。冶金類品目類中類出類槽類從類r類r類類每m重量.7××××3–.39×–。yy截面模量中性軸。每m重量式中b重量。h6×四個系列型號和h3×系列的h9×1×9×1規格。剖分t型鋼的尺寸、外形許可誤差應合適表6的劃定。焊率是指焊部門比上總。
中頻彎管利用合理的彎度,加上它各式各樣的形狀,所以它使用范圍廣。加工過程中也會考慮到各種因素,其鉗口的合適距離大約在多少比較合適呢?鋼帶厚度大,鉗口原始距離大;鋼帶寬度大,鉗口原始距離也大。中頻彎管加工頂鍛后鉗口距離,根據鋼帶的厚度進行選擇。若加工距離太大,容易造成搭焊和扭轉,距離太小會造成沿焊接斷面溫差大。厚度在2-4.5毫米的鋼帶,加工通常選擇頂鍛后鉗口距離為12-18毫米。頂鍛行程也和鋼帶厚度有關。頂鍛行程太小能使頂鍛壓力減小,熔渣及金屬氧化物擠不出去被保留在焊口內,燒化時產生的火孔也不能完全封閉,使對焊頭焊接不牢。中頻彎管加工頂鍛行程太大,會使頂鍛壓力過大,焊口熱金屬被全部擠出,彎管加工焊接強度降低。彎管加工鋼帶厚度大些,頂鍛行程也大些。根據鋼帶的斷面大小來選擇電壓。電壓過大則焊接電流過大,彎管加工焊縫容易過熱過燒。電壓過小則焊接電流過小,加熱不足,焊接不牢。彎管加工通常,斷面大的鋼帶,則選擇大的焊接電壓。可見,中頻彎管鉗口的合適距離并不是固定的,具體多少合適,取決于鋼帶、電壓等。在加工的時候也需要多加注意,控制好電壓。不同材質進行各種鈑金折彎及焊接組立.

有很多彎管,由于在使用期間認真保養,盡可能避免對它不利的因素,因此,經過保養之后的彎管,它們的壽命都很長,且中間幾乎很少維修,甚至長期都沒有損壞。如何對其進行保養呢?長期存放的彎管,應定期檢查,常常對外露的加工表面須保持清潔,除污垢,整潔地存放在室內透風干燥的地方,嚴禁堆置或露天存放。球閥、截止閥、閘閥使用時,只作全開或全閉,不答應做調節流量用,以免密封面受沖蝕,加速磨損。閘閥和上螺紋截止閥內有倒密封裝置,手輪旋到上面的位置擰緊,即可阻止介質從填料處泄漏。彎管應用手輪,不要借助杠桿或其它工具,防止損壞閥件。手輪順時針旋轉為封閉。閥門填料壓蓋的螺栓應平均地擰緊,不應壓成歪狀態,防止碰傷阻礙閥桿運動或造成泄漏。合理的保養利于彎管的長期使用,同時在保養的過程中我們要做的還有隨時檢查,及時清理那些附著在管道表面的污垢,讓它時刻保持干凈。另外根據工程需要還包括60°等其他非正常角度彎頭。徐匯區全新203x10無縫管彎圓
各種產品供應商,目前可加工型材截面Φ3mm-Φ1500mm。鋁制203x10無縫管彎圓廠家哪家好
異型彎管加工方法與厚壁彎管加工特點發布者:admin點擊:205因為市場的需求不同,導致管道等產品多樣化,如果單一品種的產品沒有辦法滿足市場的需求,還有異型彎管。根據異型彎管變徑的大小,異型彎管是怎樣成型的分為一次壓制成形或多次壓制成形。異型彎管的縮徑成形工藝是將與異徑管年夜端直徑相等的管坯放入成形模中,經由過程沿管坯軸向標的目的的壓制,使金屬沿模腔勾當并縮短成形。擴徑成形是接納小于異徑彎管年夜端直徑的管坯,用內沖模沿管坯內徑擴徑成形。擴徑工藝主要辦理變徑偏年夜的異徑管不易經由過程縮徑成形的情形,偶然根據質料和產品成形需要,將擴徑與縮徑的體例合并操縱。而厚壁彎管沖壓一般沒有切屑碎料生成,它的材料消耗是比較少的,而且它也不需要其他的加熱設備。所以厚壁彎管沖壓是一種省料、節能的加工方法。而且它的沖壓件成本也是比較低的。使用這種方法操作的人也比較高。厚壁彎管沖壓的時候因為模具保證了沖壓件的尺寸與形狀精度,而且它一般不破壞沖壓件的表面質中頻彎管量,而模具的壽命一般較長,所以沖壓的質量穩定,互換性好,它還具有具有一模一樣的特征。厚壁彎管沖壓加工的生產效率高,而且操作起來比較方便。鋁制203x10無縫管彎圓廠家哪家好