- 品牌
- FST
- 型號(hào)
- fst
- 自動(dòng)化程度
- 全自動(dòng)
- 加工定制
- 是
- 類型
- 上下料
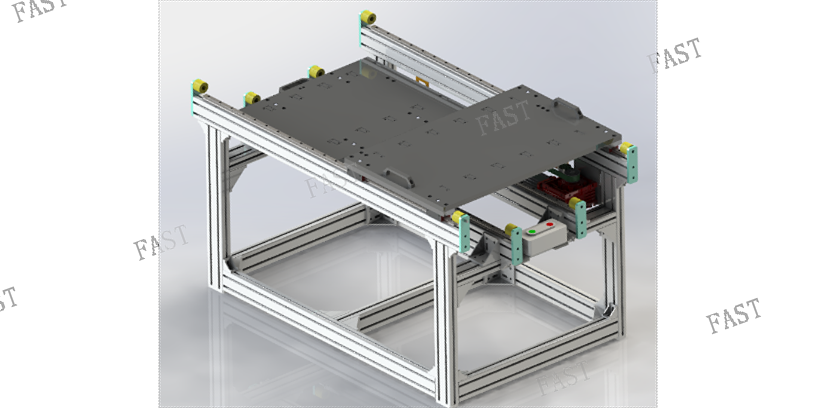
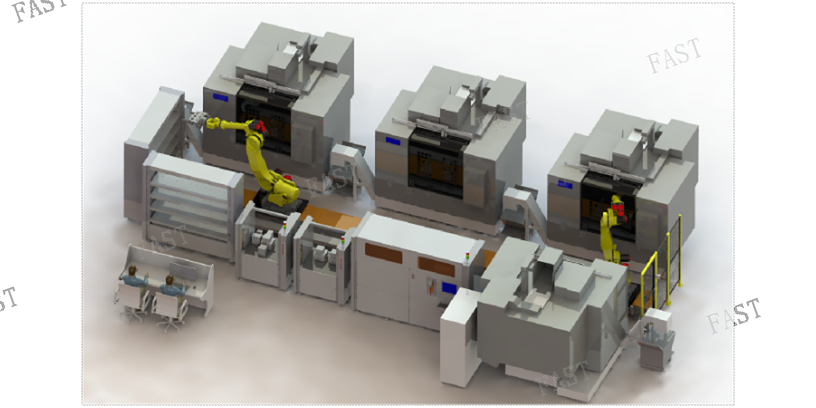
桁架機(jī)器人是數(shù)控機(jī)床自動(dòng)化的組成部分采用桁架機(jī)器人輸送先進(jìn)的一面是,機(jī)床柔性加工自動(dòng)線整體的自動(dòng)化、智能化的協(xié)調(diào)統(tǒng)一。目前,汽車制造業(yè)中加工發(fā)動(dòng)機(jī)缸體、缸蓋及曲軸等大批量關(guān)鍵零件的柔性加工自動(dòng)線,大都采用了桁架機(jī)器人輸送。桁架機(jī)器人和數(shù)控機(jī)床緊密配合,組成無人上下料機(jī)加工系統(tǒng),能夠提高工作效率,降低用工成本。桁架機(jī)器人由結(jié)構(gòu)框架、X軸組件、Y軸組件、Z軸組件、工裝夾具以及控制柜,六部分組成。桁架機(jī)器人應(yīng)用于數(shù)控車床、加工中心、磨床、插齒機(jī)、清潔機(jī)等設(shè)備進(jìn)行加工自動(dòng)化上下料。它的的優(yōu)勢在抓取產(chǎn)品的穩(wěn)定性好和重復(fù)定位精度高、噪音低等特點(diǎn)。基本部件都采用好的配置,設(shè)備運(yùn)行穩(wěn)定。桁架機(jī)器人由主體、驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)三個(gè)基本部分組成。按機(jī)器人結(jié)構(gòu)分類為直角坐標(biāo)型,機(jī)器人沿二維直角坐標(biāo)系移動(dòng)。主體部分通常采用龍門式結(jié)構(gòu),由y向橫梁與導(dǎo)軌、z向滑枕、十字滑座、立柱、過渡連接板和基座等部分組成,z向的直線運(yùn)動(dòng)皆為交流伺服電動(dòng)機(jī)通過蝸輪減速器驅(qū)動(dòng)齒輪與y向橫梁、z向滑枕上固定的齒條作滾動(dòng),驅(qū)動(dòng)移動(dòng)部件沿導(dǎo)軌快速運(yùn)動(dòng)。移動(dòng)部件為質(zhì)量較輕的十字滑座和z向滑枕,滑枕采用由鋁合金拉制的型材。橫梁采用方鋼型材。無錫法思特機(jī)器人專業(yè)從事工業(yè)機(jī)器人鋁型材打磨工作站設(shè)計(jì)!錫山區(qū)自動(dòng)上下料方案設(shè)計(jì)
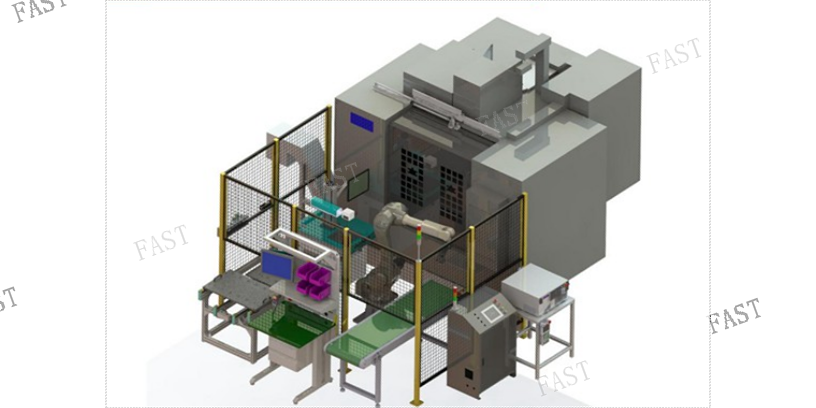
簡介對(duì)金屬零件的切削加工一般是通過車床完成。傳統(tǒng)的車床在對(duì)金屬零件進(jìn)行切削加工時(shí),通常采用人工上料,當(dāng)零件被加工完成后,還需人工下料,這樣既浪費(fèi)時(shí)間,又浪費(fèi)人力物力,導(dǎo)致加工成本過高。而且傳統(tǒng)車床的安全性能較低,人工上下料時(shí)容易發(fā)生安全事故。隨著機(jī)械制造工業(yè)的發(fā)展,數(shù)控車床日益增多,為了適應(yīng)多品種小批量生產(chǎn)及提高生產(chǎn)力的要求,數(shù)控車床上配備軸類零件上下料系統(tǒng),要求能夠輸送棒料,并能卸下尺寸不等的軸類及片狀零件,人們采用機(jī)械切削自動(dòng)化設(shè)備對(duì)金屬工件進(jìn)行加工,這樣提高了加工效率,而且安全性能較高。目前,機(jī)械切削加工自動(dòng)化設(shè)備中應(yīng)用裝置是機(jī)械傳動(dòng)式和機(jī)械氣動(dòng)執(zhí)行機(jī)構(gòu)。雖然氣動(dòng)執(zhí)行機(jī)構(gòu)具有結(jié)構(gòu)簡單、價(jià)格低廉、使用及維護(hù)容易等優(yōu)點(diǎn),但是其氣體壓縮性大,普通開關(guān)控制難使氣動(dòng)活塞停在任意位置。因此,它不能按任意零件尺寸送進(jìn)相應(yīng)長度的棒料。所以傳統(tǒng)的凸輪連桿、開關(guān)型氣缸等難以實(shí)現(xiàn)軸類零件的上下料。上海磨床自動(dòng)上下料廠家江蘇加工中心自動(dòng)上下料哪家好,請(qǐng)選擇無錫法思特機(jī)器人自動(dòng)化有限公司。
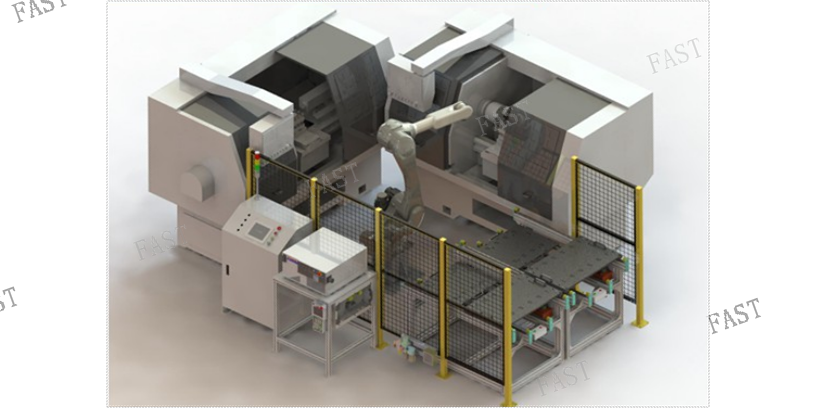
數(shù)控車床是目前使用較為的數(shù)控機(jī)床之一,它主要用于軸類零件或盤類零件的內(nèi)外圓柱面、任意錐角的內(nèi)外圓錐面、復(fù)雜回轉(zhuǎn)內(nèi)外曲面和圓柱、圓錐螺紋等切削加工,并能進(jìn)行切槽、鉆孔、擴(kuò)孔、鉸孔及鏜孔等,數(shù)控機(jī)床是按照事先編制好的加工程序,自動(dòng)地對(duì)被加工零件進(jìn)行加工,我們把零件的加工工藝路線、工藝參數(shù)、刀具的運(yùn)動(dòng)軌跡、位移量、切削參數(shù)以及輔助功能,按照數(shù)控機(jī)床規(guī)定的指令代碼及程序格式編寫成加工程序單,再把這程序單中的內(nèi)容記錄在控制介質(zhì)上,然后輸入到數(shù)控機(jī)床的數(shù)控裝置中,從而指揮機(jī)床加工零件;現(xiàn)有技術(shù)存在以下不足:現(xiàn)有的數(shù)控機(jī)床夾具大多是手動(dòng)操作,比較麻煩,且夾具在產(chǎn)品固定后就不能實(shí)現(xiàn)再次調(diào)節(jié),在對(duì)產(chǎn)品的不同部位進(jìn)行加工時(shí),需要把產(chǎn)品從夾具取下,更換夾持部位重新夾持,再對(duì)產(chǎn)品進(jìn)行加工,操作繁瑣。
我國工業(yè)機(jī)器人起步于70年代初,其發(fā)展過程大致可分為三個(gè)階段:70年代的萌芽期;80年代的開發(fā)期;90年代的實(shí)用化期。而今經(jīng)過20多年的發(fā)展已經(jīng)初具規(guī)模。當(dāng)前國內(nèi)某些關(guān)鍵技術(shù)已達(dá)到或接近世界水平,一批國產(chǎn)工業(yè)機(jī)器人已服務(wù)于國內(nèi)諸多企業(yè)的生產(chǎn)線上。一個(gè)國家要引入高技術(shù)并將其轉(zhuǎn)移為產(chǎn)業(yè)技術(shù)(產(chǎn)業(yè)化),必須具備5個(gè)要5M。和有著“機(jī)器人王國”之稱的日本相比,我國人口眾多,勞動(dòng)力過剩。刺激日本發(fā)展工業(yè)機(jī)器人的根本動(dòng)力就在于要解決勞動(dòng)力嚴(yán)重短缺的問題。所以,我國工業(yè)機(jī)器人起步晚發(fā)展緩。但是正如前所述,使用機(jī)器人是實(shí)現(xiàn)工業(yè)自動(dòng)化,提高社會(huì)生產(chǎn)效率的一種十分重要的途徑。我國正在努力發(fā)展工業(yè)機(jī)器人產(chǎn)業(yè),引進(jìn)國外技術(shù)和設(shè)備,培養(yǎng)人才,打開市場。日本工業(yè)機(jī)器人產(chǎn)業(yè)的輝煌得益于本國的鼓勵(lì)政策,我國在十一五綱要中也體現(xiàn)出了對(duì)發(fā)展工業(yè)機(jī)器人的大力支持。當(dāng)前,國外已經(jīng)研制和生產(chǎn)了各種不同的標(biāo)準(zhǔn)組件,而中國作為未來工業(yè)機(jī)器人的主要生產(chǎn)國,標(biāo)準(zhǔn)化的過程是發(fā)展趨勢。中國制造業(yè)面臨著向轉(zhuǎn)變,承接國際先進(jìn)制造、參與國際分工的巨大挑戰(zhàn)。 蘇州加工中心自動(dòng)上下料哪家好,請(qǐng)選擇無錫法思特機(jī)器人自動(dòng)化有限公司。
汽車裝配車間是勞動(dòng)密集型車間,在人力資源日趨緊張的情況下,運(yùn)用機(jī)器人集成機(jī)器視覺可以有效實(shí)現(xiàn)工件特征復(fù)雜、來料狀態(tài)沒有精確定位的裝配件的自動(dòng)裝配。協(xié)作機(jī)器人與周邊作業(yè)人員有很好的交互環(huán)境,相對(duì)于傳統(tǒng)機(jī)器人更適用于勞動(dòng)密集型的總裝車間。協(xié)作機(jī)器人輕巧緊湊、節(jié)省空間、易于重新部署在多個(gè)應(yīng)用站位中,不會(huì)改變產(chǎn)線的生產(chǎn)布局,無需安全圍欄隔離也能運(yùn)行,可與產(chǎn)線員工實(shí)現(xiàn)共同協(xié)作。1外飾條裝配作業(yè)要求本文以勞動(dòng)強(qiáng)度大的汽車側(cè)圍外飾條壓緊工序?yàn)檠芯繉?duì)象,外飾條需在16℃以上溫度、()以上壓力下才能達(dá)到90%的膠粘浸潤率,如圖1所示。由于操作員工無法長時(shí)間施加()的壓力,易于疲勞作業(yè),無法保證裝配質(zhì)量,本工序采用協(xié)作機(jī)器人自動(dòng)作業(yè),以改善生產(chǎn)線人機(jī)狀態(tài)和操作環(huán)境,提升員工工作舒適性和滿意度。 無錫法思特機(jī)器人專業(yè)從事缸體工業(yè)機(jī)器人機(jī)床上下料工作站設(shè)計(jì)!江蘇油壓機(jī)自動(dòng)上下料集成廠家
無錫法思特機(jī)器人專業(yè)從事工業(yè)機(jī)器人蝸殼打磨工作站設(shè)計(jì)!錫山區(qū)自動(dòng)上下料方案設(shè)計(jì)
在現(xiàn)代自動(dòng)化生產(chǎn)過程中,AI機(jī)器視覺已經(jīng)開始慢慢取代人工視覺,尤其是在成品檢驗(yàn)、質(zhì)量控制等領(lǐng)域,應(yīng)用已經(jīng)非常。對(duì)于金屬制品加工行業(yè)而言,缺陷檢測主要靠人工識(shí)別,存在勞動(dòng)強(qiáng)度大,工作重復(fù)性高,誤檢率高,產(chǎn)品質(zhì)量受人為因素影響大的問題。而各個(gè)工廠生產(chǎn)的金屬件種類繁多、尺寸不一,這進(jìn)一步增加了缺陷檢測的工作難度。制品表面有劃痕、凹凸不平等問題常常會(huì)因?yàn)榭床磺宥斐陕z情況,而帶有瑕疵的制品不僅會(huì)讓工廠面對(duì)代價(jià)高昂的退貨風(fēng)險(xiǎn),還可能有損品牌聲譽(yù)并影響到未來業(yè)務(wù)的開展。金屬制品表面缺陷檢測屬于機(jī)器視覺檢測技術(shù)的一個(gè)重要應(yīng)用場景,利用機(jī)器視覺模擬人類視覺的功能,從具體的實(shí)物進(jìn)行圖像的采集處理、計(jì)算、進(jìn)行實(shí)際檢測、控制和應(yīng)用,更高效、精確地提升金屬制品的質(zhì)檢效率。 錫山區(qū)自動(dòng)上下料方案設(shè)計(jì)
- 錫山區(qū)油壓機(jī)自動(dòng)上下料維修 2025-07-02
- 浙江油壓機(jī)自動(dòng)上下料設(shè)備制造 2025-07-02
- 昆山油壓機(jī)自動(dòng)上下料備件 2025-07-02
- 昆山專機(jī)自動(dòng)上下料常見問題 2025-07-02
- 上海油壓機(jī)自動(dòng)上下料案例 2025-07-01
- 上海數(shù)控車床自動(dòng)上下料售后服務(wù) 2025-07-01
- 安徽自動(dòng)上下料維修 2025-07-01
- 常熟加工中心自動(dòng)上下料哪家好 2025-07-01
- 山東自動(dòng)上下料價(jià)格 2025-07-01
- 南京數(shù)控車床自動(dòng)上下料設(shè)備制造 2025-07-01
- 機(jī)器人自動(dòng)上下料推薦廠家 2025-07-01
- 山東油壓機(jī)自動(dòng)上下料案例 2025-07-01