- 品牌
- FST
- 型號(hào)
- 齊全
- 自動(dòng)化程度
- 全自動(dòng),半自動(dòng)
- 加工定制
- 是
- 類(lèi)型
- 工位設(shè)備,安裝工程設(shè)備
無(wú)錫法思特機(jī)器人自動(dòng)化現(xiàn)在仍有不少企業(yè)采用人工方式給鋁鑄件進(jìn)行拋光打磨,通過(guò)人手把握工具完成工件的打磨和拋光加工;或者人手把握工件在打磨機(jī)等設(shè)備上完成打磨、拋光加工。其實(shí)采用手工,或者使用手持氣動(dòng),電動(dòng)工具進(jìn)打磨、研磨、銼等方式進(jìn)行去毛刺加工,容易導(dǎo)致產(chǎn)品不良率上升,效率低下,加工后的產(chǎn)品表面粗糙不均勻等問(wèn)題,拋光打磨質(zhì)量依照工人經(jīng)驗(yàn)判斷,質(zhì)量無(wú)法保證。拋光作業(yè)現(xiàn)場(chǎng)的粉塵環(huán)境極度惡劣,打磨產(chǎn)生的火花、粉塵及噪聲對(duì)工人身心健康有很大危害,即使采用吸塵設(shè)備,車(chē)間環(huán)境仍然會(huì)影響健康,同時(shí)生產(chǎn)過(guò)程中產(chǎn)生的粉塵會(huì)對(duì)大氣、水源等環(huán)境造成嚴(yán)重污染。隨著時(shí)代的發(fā)展,勞動(dòng)力青黃不接,年青一代不愿入行、工資不斷上漲、生產(chǎn)成本高漲、熟練工缺失、工效低下。在這樣的背景下機(jī)器人打磨拋光變的越來(lái)越受關(guān)注,企業(yè)開(kāi)始考慮引入自動(dòng)化系統(tǒng)替代手工拋光。以機(jī)器人代替人手,處理繁瑣的不銹鋼拋光打磨工序,有效提升產(chǎn)品檔次的同時(shí),節(jié)省人力。機(jī)器人打磨拋光被密封在機(jī)房?jī)?nèi),可安然無(wú)恙地在煙霧和灰塵環(huán)境中工作,拋光過(guò)程產(chǎn)生的廢物污染也可以得到有效清理和控制,不會(huì)污染環(huán)境或影響操作人員健康。ONE另外。無(wú)錫法思特機(jī)器人自動(dòng)化有限公司,提供機(jī)床上下料一拖四自動(dòng)化方案!沖壓工業(yè)機(jī)器人哪家好
工業(yè)機(jī)器人
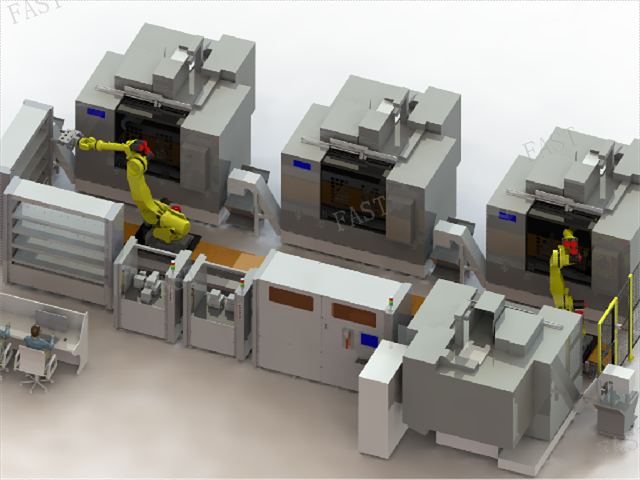
某種程度上說(shuō),這種乏味的工作,是對(duì)人聰明才智的摧殘,在勞動(dòng)力緊張的當(dāng)下,已經(jīng)很難吸引到滿(mǎn)懷夢(mèng)想的年輕人的青睞,這也是數(shù)控車(chē)床操作工奇缺的根本原因。在數(shù)控車(chē)床上配裝自動(dòng)送料和自動(dòng)接料系統(tǒng),是提高機(jī)床自動(dòng)化程度的一種方式,可以立竿見(jiàn)影解決難招操作工的問(wèn)題。部分工廠沒(méi)有實(shí)施自動(dòng)化的理由是產(chǎn)品利潤(rùn)微薄,無(wú)法支撐實(shí)施自動(dòng)化的巨大投入,或者是工廠缺乏自動(dòng)化的管理實(shí)施人才。數(shù)控車(chē)床自動(dòng)化一定需要巨大的投入和管理費(fèi)用嗎?不一定,具體情況具體分析,因地制宜、量體裁衣實(shí)施自動(dòng)化,完全有可能做到低成本的自動(dòng)化。數(shù)控車(chē)床的自動(dòng)接料比較簡(jiǎn)單,一臺(tái)機(jī)器人,一套夾爪治具,一條傳輸帶就可以完成全部的動(dòng)作。如今一個(gè)操作工人的年薪要達(dá)到7-10萬(wàn)年薪,早晚班加工,單臺(tái)人工成本要達(dá)到15萬(wàn)每年。我公司推出的機(jī)器人上下料工作站,采用國(guó)產(chǎn)機(jī)器人,將電控與機(jī)器人集成一體,采用快插方式,柔性?shī)A爪,可以快速匹配數(shù)控車(chē)床,加工中心,磨床等加工設(shè)備。成套價(jià)格可控制在10-15萬(wàn)之間,一年可回收成本。激光切割工業(yè)機(jī)器人聯(lián)系方式宜興工業(yè)機(jī)器人焊接哪家好,請(qǐng)選擇無(wú)錫法思特機(jī)器人自動(dòng)化有限公司!
機(jī)器人控制系統(tǒng)是機(jī)器人的大腦,是決定機(jī)器人功能和性能的主要因素。今年來(lái),無(wú)錫法思特機(jī)器人專(zhuān)注于機(jī)器人自動(dòng)化焊接集成應(yīng)用,工業(yè)機(jī)器人控制技術(shù)的主要任務(wù)就是控制工業(yè)機(jī)器人在工作空間中的運(yùn)動(dòng)位置、姿態(tài)、軌跡、操作順序及動(dòng)作的時(shí)間等,具有編程簡(jiǎn)單、軟件菜單操作、友好的人機(jī)交互界面、在線操作提示和使用方便等特點(diǎn)。目前機(jī)器人的應(yīng)用工程由單臺(tái)機(jī)器人工作站向機(jī)器人生產(chǎn)線發(fā)展,機(jī)器人控制器的聯(lián)網(wǎng)技術(shù)使得對(duì)機(jī)器人生產(chǎn)線的監(jiān)控、診斷和管理更加便捷。機(jī)器人焊接目前已廣泛應(yīng)用在汽車(chē)制造業(yè),汽車(chē)底盤(pán)、座椅骨架、導(dǎo)軌、消聲器以及液力變矩器等焊接。豐田公司將點(diǎn)焊作為標(biāo)準(zhǔn)來(lái)裝備其日本國(guó)內(nèi)和海外的所有點(diǎn)焊機(jī)器人。用這種技術(shù)可以提高焊接質(zhì)量,甚至試圖用它來(lái)代替某些弧焊作業(yè),同時(shí),在短距離內(nèi)的運(yùn)動(dòng)時(shí)間也大為縮短。該公司推出一種高度低的點(diǎn)焊機(jī)器人,用它來(lái)焊接車(chē)體下部零件。這種矮小的點(diǎn)焊機(jī)器人還可以與較高的機(jī)器人組裝在一起,共同對(duì)車(chē)體上部進(jìn)行加工,從而縮短了整個(gè)焊接生產(chǎn)線長(zhǎng)度。轎車(chē)后橋、副車(chē)架、搖臂、懸架、減振器等底盤(pán)零件大都是以惰性氣體保護(hù)焊(Metal-InertGasWelding,MIG)為主的受力安全零件,主要構(gòu)件采用沖壓焊接。
工業(yè)機(jī)器人的分類(lèi)工業(yè)機(jī)器人按結(jié)構(gòu)形式可分為小型機(jī)器人、中型機(jī)器人、大型機(jī)器人、SCARA機(jī)器人、并聯(lián)機(jī)器人、協(xié)作機(jī)器人等。工業(yè)機(jī)器人按用途可分為搬運(yùn)機(jī)器人、碼垛機(jī)器人、鑄造機(jī)器人、噴涂機(jī)器人、打磨機(jī)器人、焊機(jī)機(jī)器人等。不同用途的機(jī)器人對(duì)應(yīng)的軟件有所不同,有專(zhuān)門(mén)的焊接軟件、碼垛軟件等,這些軟件都是選裝的,因此購(gòu)買(mǎi)機(jī)器人時(shí)一定要注意。工業(yè)機(jī)器人的規(guī)格參數(shù)有控制軸數(shù)、運(yùn)動(dòng)半徑、安裝方式、動(dòng)作范圍(速度)、手腕部可搬運(yùn)重量、手腕部允許負(fù)載轉(zhuǎn)矩、手腕部允許轉(zhuǎn)動(dòng)慣量、重復(fù)定位精度、機(jī)器人質(zhì)量、安裝條件等。江蘇機(jī)器人機(jī)床一拖四上下料,請(qǐng)選準(zhǔn)無(wú)錫法思特機(jī)器人自動(dòng)化有限公司!

自動(dòng)上料機(jī)構(gòu)將垛料區(qū)的工件抓取到進(jìn)料系統(tǒng)上,進(jìn)料檢測(cè)開(kāi)關(guān)檢測(cè)到傳輸機(jī)構(gòu)上方有工件時(shí),張緊氣缸動(dòng)作,將工件橫向定位,同時(shí)驅(qū)動(dòng)電動(dòng)機(jī)靠緊氣缸動(dòng)作,驅(qū)動(dòng)輪貼緊工件,進(jìn)行傳送。3.機(jī)器人切割機(jī)系統(tǒng)機(jī)器人切割系統(tǒng)是全套設(shè)備的關(guān)鍵部分,由機(jī)器人、等離子電源、定位系統(tǒng)、組合傳輸軌道和廢料輸出裝置等組成。當(dāng)前序的縱梁進(jìn)入切割房并完成前端定位后,機(jī)器人調(diào)用前端控制程序,前端切割完后,縱梁繼續(xù)傳輸,當(dāng)進(jìn)料系統(tǒng)檢測(cè)到縱梁末端離開(kāi)進(jìn)料系統(tǒng)時(shí),出料機(jī)構(gòu)剎車(chē),低速反轉(zhuǎn),使縱梁后退,待接觸尾端定位擋塊后,傳輸張緊結(jié)構(gòu)將縱梁張緊,控制系統(tǒng)向機(jī)器人發(fā)出對(duì)應(yīng)指令,機(jī)器人調(diào)用對(duì)應(yīng)工件的尾端切割程序,切割完成后,由出料機(jī)構(gòu)送出,同時(shí)進(jìn)料系統(tǒng)開(kāi)始進(jìn)料。切割系統(tǒng)安裝在切割房?jī)?nèi),在切割前端、尾端斜角和長(zhǎng)圓孔時(shí),壓緊梁移動(dòng)到無(wú)機(jī)器人一側(cè),在切割縱梁的翼面時(shí),壓緊梁移動(dòng)到縱梁上方壓緊,壓緊梁采用整梁結(jié)構(gòu),保證縱梁切割區(qū)域受力均勻,不會(huì)產(chǎn)生波浪,有利于后續(xù)工序的加工,工件切割時(shí)產(chǎn)生的廢料,自動(dòng)掉入廢料排出系統(tǒng)中排出。張家港工業(yè)機(jī)器人等離子切割哪家好,請(qǐng)選擇無(wú)錫法思特機(jī)器人自動(dòng)化有限公司!沖壓工業(yè)機(jī)器人哪家好
無(wú)錫法思特機(jī)器人自動(dòng)化有限公司,專(zhuān)業(yè)從事機(jī)器人非標(biāo)自動(dòng)化!沖壓工業(yè)機(jī)器人哪家好
所述原料盤(pán)的頂部放置有電池組;所述機(jī)器人組件包括底座,所述底座固定安裝在底板的頂部,所述底座遠(yuǎn)離底板的一端活動(dòng)安裝有機(jī)械臂組件,所述機(jī)械臂組件遠(yuǎn)離底座的一端活動(dòng)安裝有末端執(zhí)行器,所述末端執(zhí)行器的底部設(shè)置有吸盤(pán),所述吸盤(pán)遠(yuǎn)離機(jī)械臂組件的一側(cè)設(shè)置有相機(jī)和夾線夾爪。實(shí)施方式為:在實(shí)際使用的過(guò)程中,首先機(jī)器人去原料盤(pán)上掃描二維碼,如果反饋掃描成功就取一套電池,用夾線夾爪夾住電池組的線,若未成功就取下放置ng盤(pán)上,然后將電池組放到撕膜臺(tái)上,通過(guò)控制撕膜夾將電池組的薄膜撕掉,然后通過(guò)相機(jī)拍攝確定電池組內(nèi)的四個(gè)電池是否都在,若有缺失則通過(guò)機(jī)器人將其放置到ng盤(pán)上,若沒(méi)有問(wèn)題就開(kāi)始矯正位置,然后去裝配工位,到達(dá)裝配工位首先掃描電池組底下托盤(pán)的二維碼,如果失敗則去ng位,如果成功電池組根據(jù)剛才的矯正會(huì)完整放入裝配工位中,然后開(kāi)始下一步,從而用視覺(jué)通訊解決了由于取料點(diǎn)不正而導(dǎo)致電池沒(méi)有完整放入裝配工位的問(wèn)題。請(qǐng)隨時(shí)咨詢(xún)無(wú)錫法思特機(jī)器人自動(dòng)化。沖壓工業(yè)機(jī)器人哪家好
- 沖壓工業(yè)機(jī)器人機(jī)床上下料 2025-07-13
- 蘇州工業(yè)機(jī)器人等離子切割 2025-07-13
- 江蘇加工中心上下料工業(yè)機(jī)器人 2025-07-13
- 鎮(zhèn)江工業(yè)機(jī)器人哪里買(mǎi) 2025-07-13
- 蘇州工業(yè)機(jī)器人哪家好 2025-07-13
- 沖壓工業(yè)機(jī)器人設(shè)備 2025-07-13
- 去毛刺工業(yè)機(jī)器人推薦廠家 2025-07-13
- 泰州工業(yè)機(jī)器人加工中心上下料 2025-07-13
- 鎮(zhèn)江工業(yè)機(jī)器人碼垛 2025-07-13
- 工業(yè)機(jī)器人品牌排行 2025-07-13
- AI視覺(jué)檢測(cè)工業(yè)機(jī)器人價(jià)格 2025-07-13
- 鎮(zhèn)江工業(yè)機(jī)器人加工中心上下料 2025-07-13