
- 品牌
- 嘉好機械
- 型號
- JHB1500
- 加工定制
- 是
- 螺桿形式
- 錐形雙螺桿
- 螺桿直徑
- 110
- 螺桿轉速
- 34.7
- 主電動機功率
- 200
- 生產能力
- 1500
- 螺桿數
- 雙螺桿
- 顏色
- 藍色,綠色,橙色,黃色,可定制
SPC地板的主要優點:
1.SPC地板物理指標更加穩定可靠,化學指標符合國際標準;
2.SPC鈣塑地板的密度:1.9?2.2T/立方;
3.SPC鈣塑地板收縮率:≤0.8‰(回火處理);木塑地板收縮率:≤2.5‰(收縮率測試標準:80℃,標準為6小時);
4.地板的厚度可以控制在0.05mm以內,小于WPC的厚度偏差0.2mm;
5.地板后的閂鎖的轉角強度遠高于SPC基板的轉角強度;
6.長期使用時尺寸變化很小,冷熱溫度和日照變化不敏感;
7.在線無膠直接擠出的多層復合成型,比木塑地板可減少熱壓和粘貼過程,減少了人工和生產時間;
8.SPC地板由基膜,色膜,基材和耐磨層之間的無膠粘合強度遠高于WPC地板的熱壓粘合工藝;
9.SPC板從擠出生產線上經過了回火處理,可以有效減少切割后加工過程中的應力和變形現象。 在雨季較多的南方地區,spc地板不會因為受潮變形,是不錯的地板選擇。遼寧加工SPC地板擠出生產線售后服務
SPC地板擠出生產線
PVC木塑地板基材工藝流程:
1、原料準備好原料
PVC樹脂、木粉、秸稈、輕質碳酸鈣及其他化工助劑。
2、混合
(1)按配方要求,手動操作進行計量配方配比,計量務必準確。
(2)計量結束后,啟動高速混合機,將計量好的所有原料放入高速混合機,混合15分鐘左右。
3、投料(使用設備:上料機)
將混合均勻的物料經螺旋自動上料機投入擠出機的料斗中。
4、擠出塑化(使用設備:雙螺桿擠出機)
將擠出機預先設定并保溫,設定溫度為170℃左右。將投入擠出機料斗的物料通過擠出機熔融塑化并通過模頭擠出至真空定型裝置中。
5、冷卻定型(使用設備:真空定型部件)
將通過擠出機模頭擠出的物料送至真空定型裝置中,通過循環冷卻水冷卻定型。
6、牽引(使用設備:牽引機)
將冷卻定型的木塑板通過牽引機牽引出來,送至切割機。
7、切割(使用設備:切割機)
將送至切割機的木塑板切割成所需的長度,切割好的木塑板整齊擺放在托盤上,擺放高度不能超過1米。 江西特定SPC地板擠出生產線報價行情石塑地板只有2-3mm厚度,每平米重量只2-3KG,不足普通地面材料的10%。

SPC地板平行雙桿擠出生產線設備主要由混合系統、物料輸送裝置、TY型平行雙桿擠出機、模具、四壓延系統、切邊裝置、冷卻輸送裝置、取料裝置、切割系統、帶堆垛系統的自動吸盤等組成。
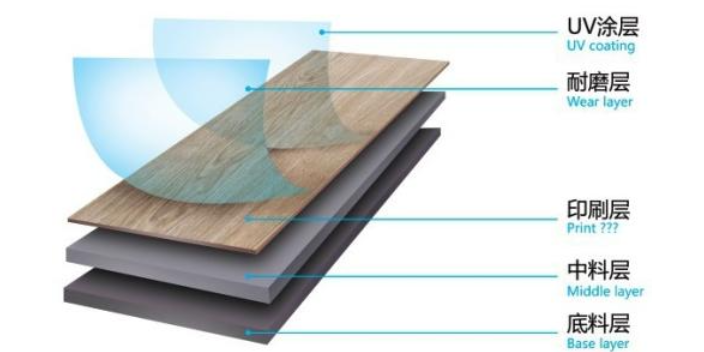
什么是SPC地板?
SPC地板是由表面耐磨層、中間印刷層和PVC塑料基材層復合而成的一種新型環保材料。
SPC地板的主要原料是PVC,經過變性處理和添加穩定劑等添加劑,具有獨特的優點。
防水防潮;色彩豐富;高環保,無污染,可回收利用;無變形、無開裂;工作能力強,安裝方便,施工方便;易于清潔,節省后期維護保養費用。
SPC地板基板擠出生產線:
SPC地板基板擠出生產線主要有擠出機、模具、校準器、熱沖壓機、牽引機、切割機和堆垛機。
擠出機由幾個主要部件組成:動力驅動裝置、物料裝載裝置(配備加熱元件)、放置在外殼中的工作體(螺桿)、模具以及控制裝置、測量裝置(設定數據和溫度控制系統、傳感器等)。
什么是SPC地板基板?
SPC地板底板不僅應用方便,而且抗沖擊能力強。這種阻力也適用于不需要特別注意的材料維護SPC地板踢腳板也用于表面處理,夏蓋著薄紗,實現了雙重功能:它們裝飾并允許隱藏一些浮動地板中存在的周長膨脹間隙。
SPC地板基板的不同色調和飾面使本文具有高度的可定制性,因此可與不同類型的地板和環境兼容。 SPC地板主要用作各種建筑物的輕質隔墻的防火材料。

SPC石塑地板結構:
基材,采用鈣粉,PVC混合物材質作為基材印刷層,底層上印刷LVT地板的設計圖案耐磨層,純PVC透明耐磨層覆蓋于印刷層UV防護涂層,SPC地板設備,耐磨層潔凈處理。
1、新型SPC地板具有地板表面防滑、耐磨、美觀、實用。是我公司針對SPC地板的特點,為了降低成本,提高性價比而開發,直接擠出的PVC地板。解決了原有PVC地板用密煉機,開煉機,四輥壓延,回火,熱壓貼膜的復雜加工工藝;占地面積大,用人多,生產成本高,耗能大,設備購買費用高的難題。新型SPC地板是密煉成本的1/3,設備購買成本1/10,性能超過原有粘合的SPC/WPC/石塑地板。
2、直接擠出SPC/WPC/石塑地板,工藝簡單,成本低,各項指標均達到或超過原有的SPC石塑地板。
3、形成原理:直接將彩膜,耐磨層覆到擠出的板材上,并壓出防滑紋,三種材料(基材、彩膜、耐磨層)熔融在一起,粘結強度高,效果好,再涂上UV漆外觀效果好,耐刮傷。
4、應用:室內SPC/WPC/石塑地板;室內地磚;PVC地板。 SPC地板生產機組是我司自主研發并申請專利的一款全新產品,具有節能、高效、穩定的特點。本地SPC地板擠出生產線誠信經營
物料分散均勻,混煉塑化效果好,物料滯留時間短,輸送效率高。遼寧加工SPC地板擠出生產線售后服務
SPC地板擠出生產線:
常見問題簡析--產品成型不良:
1、產品尺寸不穩定,定型模不滿模,壁厚不均勻
原因:配方內外潤滑不合理,定量喂料轉速不穩定,螺桿料桶磨損嚴重,配合間隙不對;
解決方案:改善內外滑劑配比,修正喂料故障,更換料桶和螺桿,調整料桶和螺桿間隙。
2、產品外觀亮澤不均勻、色差偏差明顯,表面出現不規則魚鱗紋;產品性能不良;韌性差,產品偏脆、抗沖擊性能不合格
原因:配方結構不合理,無機填充過高,塑化不良,抗沖材料添加量不足;
解決方案:修正配方結構,適當降低無機填充物含量,修正物料塑化至65%左右,酌情增加抗沖材料。
3、成品產出彎曲,形變,局部下陷
原因:機頭與定型模不在同一平面,擠出速度過快,冷去水溫過高,水壓過小水流量不足、水氣路不通暢,真空負壓不足;
解決方案:矯正機頭口模和定型模在同一水平面、降低擠出速度&冷卻水溫,提升水壓和流量,調整真空負壓檢查水路、氣路暢通。 遼寧加工SPC地板擠出生產線售后服務
- 天津特定SPC地板擠出生產線近期價格 2024-03-06
- 河北自動化SPC地板擠出生產線咨詢報價 2024-03-05
- 湖南SPC地板擠出生產線怎么樣 2024-02-29
- 遼寧自動化SPC地板擠出生產線廠家 2024-02-29
- 河南本地SPC地板擠出生產線經驗豐富 2024-02-29
- 上海本地SPC地板擠出生產線報價行情 2024-02-06
- 北京安裝SPC地板擠出生產線售后服務 2024-02-06
- 福建加工SPC地板擠出生產線以客為尊 2024-02-06



