1.實時數(shù)據(jù)采集與反饋:使用多種傳感器(如溫度、振動、位置、力傳感器)實時采集加工過程中的數(shù)據(jù);采用高速數(shù)據(jù)采集系統(tǒng),實時獲取和處理加工數(shù)據(jù),確保快速響應(yīng)。2.高級控制算法:采用自適應(yīng)控制算法,根據(jù)實時采集的數(shù)據(jù),動態(tài)調(diào)整加工參數(shù),優(yōu)化加工過程。3.智能能量管理:根據(jù)加工負(fù)載和材料特性,動態(tài)調(diào)節(jié)激光...
激光數(shù)控系統(tǒng)基本參數(shù)
- 品牌
- 嘉強,鐳工,銳圖
- 加工類型
- 激光切割,激光焊接,激光打孔
- 工件材質(zhì)
- 鋁合金,碳鋼,不銹鋼
- 加工產(chǎn)品范圍
- 根據(jù)實際項目需求
激光數(shù)控系統(tǒng)企業(yè)商機
嘉強激光數(shù)控系統(tǒng)實現(xiàn)激光功率的閉環(huán)控制主要通過以下步驟: 1.傳感器檢測:系統(tǒng)內(nèi)置傳感器實時監(jiān)測激光輸出功率,并將數(shù)據(jù)反饋給控制系統(tǒng)。 2.反饋信號處理:控制系統(tǒng)接收傳感器信號,并與預(yù)設(shè)功率值進行對比,計算誤差。 3.誤差校正:根據(jù)誤差,系統(tǒng)調(diào)整激光器的電流、電壓或脈寬等參數(shù),確保輸出功率接近設(shè)定值。 4.閉環(huán)控制:通過持續(xù)的檢測、反饋和調(diào)整,系統(tǒng)形成閉環(huán)控制,保持激光功率的穩(wěn)定。 5.實時監(jiān)控與報警:系統(tǒng)實時監(jiān)控功率波動,異常時發(fā)出報警并采取保護措施。 6.用戶界面:提供操作界面,用戶可設(shè)定和監(jiān)控激光功率,系統(tǒng)自動執(zhí)行閉環(huán)控制。 通過這些步驟,嘉強激光數(shù)控系統(tǒng)能夠精確控制激光功率,確保加工質(zhì)量和設(shè)備安全。嘉強激光數(shù)控系統(tǒng),實現(xiàn)雙頭雙隨動控制,讓加工穩(wěn)定性再上新臺階。嘉強坡口切割激光數(shù)控系統(tǒng)怎么下載
1.高精度控制:系統(tǒng)通過先進的控制算法,確保激光加工的高精度,適用于復(fù)雜圖案和精細(xì)加工。 2.多軸聯(lián)動:支持多軸聯(lián)動控制,能夠?qū)崿F(xiàn)復(fù)雜的三維加工任務(wù),提升加工效率和靈活性。 3.自動調(diào)焦:具備自動調(diào)焦功能,能夠根據(jù)材料厚度自動調(diào)整激光焦點位置,確保加工質(zhì)量。多種加工模式:支持多種加工模式,如切割、雕刻、打標(biāo)、焊接等,滿足不同加工需求。 4.智能路徑規(guī)劃:系統(tǒng)能夠智能規(guī)劃加工路徑,優(yōu)化加工順序,減少空程,提高加工效率。 5.實時監(jiān)控與反饋:具備實時監(jiān)控功能,能夠?qū)崟r反饋加工狀態(tài),及時發(fā)現(xiàn)并糾正加工中的問題。 6.用戶友好界面:提供直觀易用的操作界面,簡化操作流程,降低操作難度。 7.兼容性強:系統(tǒng)兼容多種激光器和加工設(shè)備,能夠與不同品牌和型號的設(shè)備無縫集成。 8.數(shù)據(jù)管理與存儲:支持加工數(shù)據(jù)的存儲和管理,方便用戶進行數(shù)據(jù)追溯和分析。 9.安全保護:具備完善的安全保護機制,如緊急停止、過載保護等,確保設(shè)備和操作人員的安全。上海嘉強XC3000S激光數(shù)控系統(tǒng)調(diào)試教程金屬家具生產(chǎn)離不開嘉強激光數(shù)控系統(tǒng),其高超切割打造精美家具。
嘉強激光數(shù)控系統(tǒng)在超精密加工中的應(yīng)用案例:1.用于半導(dǎo)體晶圓的切割和微細(xì)加工,高精度激光切割確保晶圓切割的精確性和一致性,減少材料損耗。2.用于制造高精度醫(yī)療器械,激光加工可實現(xiàn)復(fù)雜幾何形狀的精確制造,確保醫(yī)療器械的高質(zhì)量和可靠性。3.用于制造透鏡、棱鏡、反射鏡等光學(xué)元件,高精度激光加工確保光學(xué)元件的高表面質(zhì)量和精確尺寸,提升光學(xué)性能。4.用于制造微電子器件,如MEMS(微機電系統(tǒng))傳感器,激光加工可實現(xiàn)微米級精度的加工,滿足微電子器件的高精度要求。5.用于制造高精度模具,激光加工可實現(xiàn)復(fù)雜模具型腔的精確加工,提高模具的制造精度和使用壽命。6.用于制造航空航天領(lǐng)域的高精度部件,激光加工可實現(xiàn)高硬度材料的精確加工,確保部件的高性能和可靠性。7.用于制造高精度機械零件,激光加工可實現(xiàn)復(fù)雜形狀和高精度的加工,提高零件的裝配精度和使用性能。8.用于高精度3D打印和增材制造。激光數(shù)控系統(tǒng)可實現(xiàn)高精度的逐層加工,制造復(fù)雜結(jié)構(gòu)的零件,9.用于高精度雕刻和標(biāo)記,激光加工可實現(xiàn)微米級精度的雕刻和標(biāo)記,確保高清晰度和高精度。
嘉強激光數(shù)控系統(tǒng)的實時控制精度通常可以達到微米級(μm),具體精度取決于系統(tǒng)配置、應(yīng)用場景和加工要求。以下是影響和控制精度的關(guān)鍵因素: 1.硬件配置:使用高分辨率編碼器,提供精確的位置反饋,分辨率可達納米級;采用高性能伺服電機,確保快速響應(yīng)和高精度運動控制;高剛性、低慣量的機械結(jié)構(gòu)設(shè)計,減少振動和變形,提高定位精度。2.控制算法:通過精確的比例-積分-微分控制算法,實時調(diào)整運動參數(shù),確保高精度控制;采用先進的線性插補、圓弧插補和樣條插補算法,確保復(fù)雜路徑的高精度控制;通過實時誤差補償算法,修正機械誤差和熱變形,提高加工精度。3.反饋系統(tǒng):采用閉環(huán)控制系統(tǒng),實時監(jiān)控和調(diào)整各軸的位置和速度,確保高精度運動;結(jié)合多種傳感器,提供高精度的位置和速度反饋。4.環(huán)境控制:通過恒溫控制和熱變形補償,減少溫度變化對精度的影響;采用減振措施和振動抑制算法,減少外部振動對加工精度的影響。5.通信與同步:采用高速通信協(xié)議(如EtherCAT、Profinet),確保實時數(shù)據(jù)交換和控制指令的同步執(zhí)行;通過精確的時間同步協(xié)議(如IEEE 1588),確保各軸的運動指令在同一時間點執(zhí)行。嘉強激光數(shù)控系統(tǒng),不斷創(chuàng)新升級,滿足日益增長的工業(yè)加工需求。

嘉強激光數(shù)控系統(tǒng)在激光增材制造中的層厚控制技術(shù)具有以下特點:1.高精度激光控制:系統(tǒng)能夠精確調(diào)節(jié)激光能量輸出,確保每層材料的熔化均勻,控制層厚一致性。2.實時監(jiān)控與反饋:系統(tǒng)配備高精度傳感器,實時監(jiān)測每層的厚度和表面質(zhì)量。3.自適應(yīng)控制算法:基于機器學(xué)習(xí)和人工智能技術(shù),開發(fā)自適應(yīng)控制算法,動態(tài)調(diào)整加工參數(shù),優(yōu)化層厚控制;系統(tǒng)能夠協(xié)同調(diào)節(jié)激光功率、掃描速度、送粉速率等多個參數(shù),實現(xiàn)良好的層厚控制效果。4.材料均勻分布:采用高精度送粉系統(tǒng),確保每層材料的均勻分布,減少層厚偏差;通過精確控制粉末流量,確保每層材料的厚度一致性。5.加工路徑優(yōu)化:系統(tǒng)優(yōu)化加工路徑,減少熱積累和應(yīng)力集中,從而降低層厚偏差的風(fēng)險。6.高穩(wěn)定性與可靠性:系統(tǒng)具有高穩(wěn)定性的激光輸出,確保長時間加工過程中層厚的一致性。7.仿真與驗證:在實際加工前,進行虛擬仿真,驗證層厚控制策略的合理性,并優(yōu)化加工參數(shù);通過實驗驗證層厚控制效果,不斷改進模型和算法,提高加工精度。8.用戶友好界面:系統(tǒng)提供直觀的用戶界面,便于操作和監(jiān)控加工過程;生成詳細(xì)的加工報告,包括層厚數(shù)據(jù)和分析,便于質(zhì)量控制和工藝改進。內(nèi)置電容放大器,嘉強激光數(shù)控系統(tǒng)讓調(diào)高跟隨更精確、穩(wěn)定。Empower嘉強雙卡管切激光數(shù)控系統(tǒng)說明書
焊縫識別功能,嘉強激光數(shù)控系統(tǒng)切孔有效避開焊縫,保障加工穩(wěn)定性。嘉強坡口切割激光數(shù)控系統(tǒng)怎么下載
嘉強激光數(shù)控系統(tǒng)在激光切割中實現(xiàn)焦點漂移補償技術(shù)主要通過以下步驟: 1.焦點位置檢測: 使用高精度傳感器(如激光位移傳感器或視覺傳感器)實時監(jiān)測激光焦點位置。 2.數(shù)據(jù)采集與處理: 采集焦點位置數(shù)據(jù),并通過高速通信接口傳輸至控制系統(tǒng)進行處理和分析。 3.焦點漂移識別: 控制系統(tǒng)通過算法識別焦點位置的變化,判斷是否存在焦點漂移。 4.補償計算: 根據(jù)檢測到的焦點漂移量,計算所需的補償值,通常包括Z軸(垂直方向)的調(diào)整量。 5.實時調(diào)整: 控制系統(tǒng)驅(qū)動伺服電機或壓電陶瓷執(zhí)行器,實時調(diào)整激光頭或聚焦鏡的位置,以補償焦點漂移。 6.閉環(huán)控制: 系統(tǒng)持續(xù)監(jiān)測焦點位置,并根據(jù)實時數(shù)據(jù)進行動態(tài)調(diào)整,形成閉環(huán)控制,確保焦點位置的穩(wěn)定性。 7.反饋與優(yōu)化: 系統(tǒng)記錄補償過程中的數(shù)據(jù),用于后續(xù)分析和優(yōu)化,進一步提高補償精度和響應(yīng)速度。 通過這些步驟,嘉強激光數(shù)控系統(tǒng)能夠有效補償激光切割中的焦點漂移,確保切割質(zhì)量和精度。嘉強坡口切割激光數(shù)控系統(tǒng)怎么下載
與激光數(shù)控系統(tǒng)相關(guān)的文章

嘉強XC4000C激光數(shù)控系統(tǒng)裝機教程
- 上海嘉強管切激光數(shù)控系統(tǒng)安裝教程 2025-06-20
- 嘉強XC3000Pro-Vision激光數(shù)控系統(tǒng)在哪下載 2025-06-19
- Empower嘉強坡口切割激光數(shù)控系統(tǒng)裝機教程 2025-06-19
- 上海嘉強XC6000激光數(shù)控系統(tǒng)安裝包下載 2025-06-19
- Empower嘉強XC3000Pro激光數(shù)控系統(tǒng)怎么下載 2025-06-19
- Empower嘉強X3S激光數(shù)控系統(tǒng)故障診斷 2025-06-19
- Empower嘉強平面焊接激光數(shù)控系統(tǒng)裝機教程 2025-06-19
- 嘉強兩卡管切激光數(shù)控系統(tǒng)安裝教程 2025-06-19
- Empower嘉強中低功率平面切割激光數(shù)控系統(tǒng)調(diào)試教程 2025-06-19
- 上海嘉強高功率平面切割激光數(shù)控系統(tǒng)怎么安裝 2025-06-19
- 上海嘉強高功率平面切割激光數(shù)控系統(tǒng)調(diào)試教程 2025-06-19
- Empower嘉強激光數(shù)控系統(tǒng)XC4000C 2025-06-18
與激光數(shù)控系統(tǒng)相關(guān)的產(chǎn)品
與激光數(shù)控系統(tǒng)相關(guān)的新聞
-
Empower嘉強切割激光數(shù)控系統(tǒng) 2025-06-18 13:10:50嘉強激光數(shù)控系統(tǒng)在加工過程中實現(xiàn)能量密度精確控制主要通過以下技術(shù)和方法:1.激光功率控制:系統(tǒng)通過高精度的激光功率控制器,實時調(diào)節(jié)激光輸出功率,確保功率的穩(wěn)定性和精確性。2.光束質(zhì)量優(yōu)化:采用高質(zhì)量的光學(xué)元件和光束整形技術(shù),確保激光光束的均勻性和穩(wěn)定性,提高能量密度的控制精度。3.焦點位置控制:通過...
-
上海嘉強單卡管切激光數(shù)控系統(tǒng)英文版說明書 2025-06-18 10:12:07嘉強切割激光數(shù)控系統(tǒng)是專為激光切割設(shè)備設(shè)計的高性能數(shù)控系統(tǒng),廣泛應(yīng)用于金屬加工、鈑金制造、電子設(shè)備、汽車零部件等行業(yè)。該系統(tǒng)采用先進的控制技術(shù)和智能化設(shè)計,旨在提高激光切割的精度、效率和穩(wěn)定性。嘉強切割激光數(shù)控系統(tǒng)集成了激光切割機床、光纖激光器和控制軟件,能夠準(zhǔn)確控制激光束的軌跡,實現(xiàn)高效、高質(zhì)量的...
-
Empower嘉強平面焊接激光數(shù)控系統(tǒng)下載 2025-06-18 14:10:27嘉強激光數(shù)控系統(tǒng)在以下方面具有優(yōu)勢: 1.高精度與穩(wěn)定性 采用先進控制算法和高精度伺服系統(tǒng),確保加工精度和穩(wěn)定性,適合高要求行業(yè)。 2.用戶友好界面 界面設(shè)計簡潔,操作便捷,支持多語言,降低操作難度,提升效率。 3.強大兼容性 兼容多種激光器和加工設(shè)備,適應(yīng)性強,便于集成到現(xiàn)有生產(chǎn)線。 4.豐富功能...
-
嘉強高功率切割激光數(shù)控系統(tǒng)支持多少種語言 2025-06-18 11:16:56嘉強激光數(shù)控系統(tǒng)的操作設(shè)計得非常簡便,主要體現(xiàn)在以下幾個方面:1.直觀的用戶界面:系統(tǒng)配備了簡潔直觀的用戶界面,操作菜單布局合理,功能分類清晰,用戶可以快速找到所需功能,減少操作難度。2.多語言支持:系統(tǒng)支持多種語言,方便不同國家和地區(qū)的用戶使用,降低了語言障礙帶來的操作困難。3.智能識別與自動調(diào)整...
與激光數(shù)控系統(tǒng)相關(guān)的問題
與激光數(shù)控系統(tǒng)相關(guān)的標(biāo)簽
新聞資訊
產(chǎn)品推薦
-

上海嘉強12kw混氣切割切不銹鋼效果怎么樣
2025-07-14 -
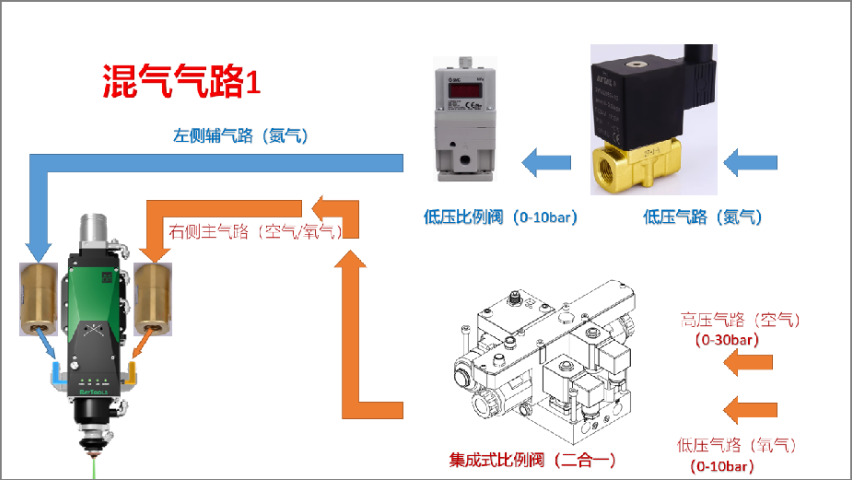
上海嘉強6千瓦混氣切割什么價格
2025-07-14 -
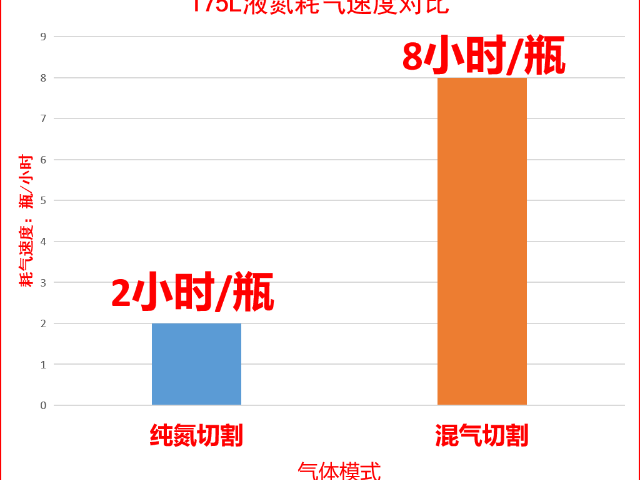
Empower嘉強BS03K-CAT-MIX混氣切割節(jié)省成本嗎
2025-07-14 -
Empower嘉強40000W混氣切割切割穩(wěn)定嗎
2025-07-14 -

Empower嘉強20kw混氣切割省錢嘛
2025-07-14 -
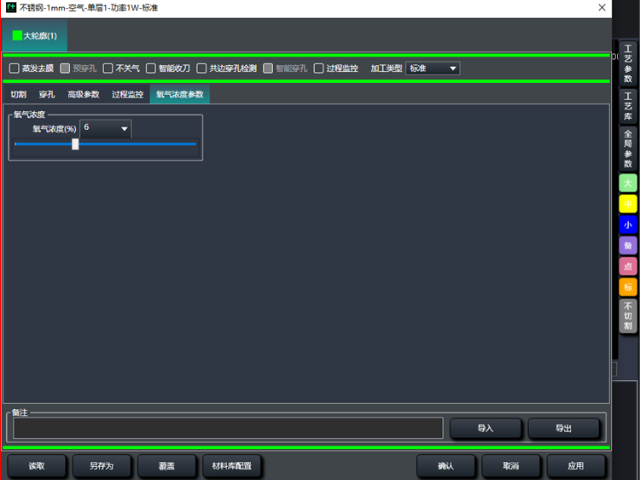
Empower嘉強BS03K-CAT-MIX混氣切割與氧氣切割有什么區(qū)別
2025-07-14 -
上海嘉強20kw混氣切割怎么混
2025-07-14 -
Empower嘉強BS40K-CAT-MIX混氣切割切割效果怎么樣
2025-07-14 -
嘉強12000W混氣切割切割穩(wěn)定嗎
2025-07-14