API標準制造過程規范制造過程應遵循API標準規定的工藝流程和操作規范,包括零部件的加工、熱處理、裝配和調試等環節。在加工過程中,應確保零部件的精度和表面質量滿足設計要求;在裝配過程中,應保證各部件之間的配合間隙和緊固力矩符合標準,以確保閥門手動裝置的整體性能。測試方法與標準閥門手動裝置應進行多方面的性能測試,包括承載能力測試、效率測試、噪聲和振動測試等。測試方法和標準應符合API標準及相關行業標準,確保閥門手動裝置的性能指標達到設計要求。同時,應對測試結果進行記錄和分析,以便對閥門手動裝置進行優化和改進。閥門手動裝置故障可能導致閥門操作失效或損壞。無錫蝶閥閥門手動裝置制造商

閥門手動裝置中的軸承是支撐和定點閥門手動裝置內部運動部件的關鍵組件,它們通過減少摩擦和磨損來提高閥門手動裝置的性能和壽命。閥門手動裝置軸承的種類多樣,主要包括圓錐滾子軸承、四點接觸軸承、圓柱滾子軸承等。在閥門手動裝置中,軸承的工作過程包括滑動階段、滾動階段和彈性變形階段。在滑動階段,由于齒隙較大,軸承表面可能會受到磨損。進入滾動階段后,隨著齒輪運動的加速,軸承開始承受更大的軸向和徑向負荷。當負荷超過軸承的承受極限時,軸承內部會發生彈性變形。閥門手動裝置中的軸承種類和結構多樣,需要根據具體的工作環境和要求進行選擇和應用。同時,定期的維護和檢查也是確保軸承和閥門手動裝置正常運行的關鍵。溫州閥門手動裝置型號它適用于需要高可靠性和安全性的場合。
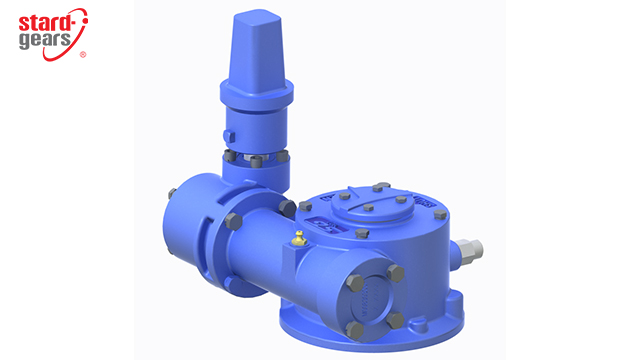
潤滑系統設計需匹配工況條件:①常溫常壓環境使用NLGI 2級鋰基脂,注脂周期6個月;②高溫閥門(如煉鋼轉爐煙道閥)采用合成烴潤滑脂(滴點280℃),配合迷宮式密封防止流失;③食品級閥門必須使用NSF H1認證潤滑劑。某液化天然氣接收站的氣動閥手動裝置采用油霧潤滑系統,通過0.3MPa壓縮空氣將ISO VG32油霧輸送至嚙合點,相比脂潤滑降低溫升15℃。在沙漠輸油管道中,全密封終身潤滑設計(填充全氟聚醚油脂)成功應對沙塵侵襲,維護間隔從3個月延長至10年。磨損監測技術也在進步,如某智能手動裝置內置鐵譜傳感器,實時檢測潤滑油中磨粒濃度,預警準確率達95%。
閥門手動裝置還多應用于立體車庫設備、鋼鐵電力設備、攪拌設備、筑路機械、船舶領域、輕工領域、造紙領域、冶金行業、污水處理、建材行業、起重機械、輸送線、流水線等大功率、大速比、高扭矩的場合。可以說,絕大多數的機械設備的主要傳動形式都離不開閥門手動裝置。隨著科技的進步和工業的發展,閥門手動裝置的應用領域還將不斷擴大,其在各個行業的重要性和價值也將進一步凸顯。同時,對于閥門手動裝置的性能、可靠性和耐用性等方面的要求也將不斷提高,推動閥門手動裝置技術的不斷創新和進步。它適用于需要高精度和穩定性的應用。

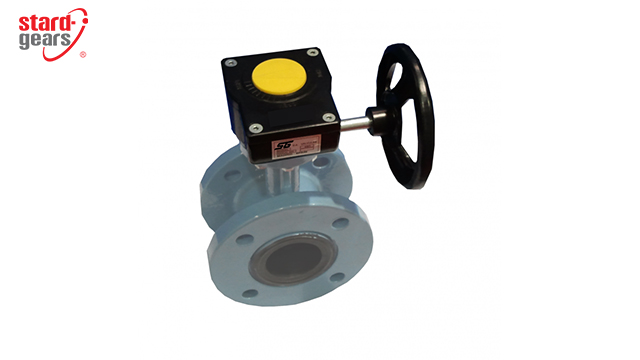
模塊化設計允許同一手動裝置適配多種驅動方式:①應急手動模式下,折疊式手輪展開后通過花鍵連接;②氣動馬達驅動時,切換離合器實現動力傳遞;③防爆電機直連方案符合ATEX 94/9/EC標準。某化工廠酸堿調節閥采用三驅動配置:日常由4kW電動機控制,斷電時切換氣動備用系統,檢修時使用帶扭矩限制器的T型手柄。關鍵創新在于快速切換機構——驅動接口符合VDI/VDE 3845標準,更換動力源只需拆卸4顆螺栓,切換時間小于5分鐘,確保工藝連續性。蘇州工業園區思達德機械自控的球鐵閥門手動裝置,扭矩范圍從720NM到250000NM。溫州氣動閥門手動裝置型號
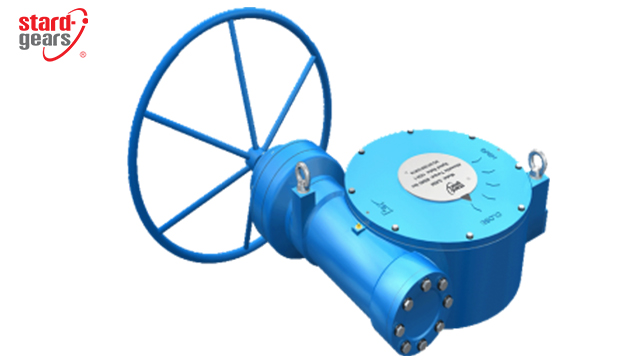
閥門手動裝置還采用強度高螺栓進行緊固,并采用油浴潤滑方式確保齒輪的正常運行。無錫蝶閥閥門手動裝置制造商
根據GB/T10098.1988標準,閥門手動裝置的基本參數主要包括傳動比、輸入轉速、輸出轉速、輸入功率、輸出功率以及閥門手動裝置的額定扭矩等。這些參數的選擇應基于閥門手動裝置的工作條件和應用場合,確保閥門手動裝置能夠滿足系統的工作需求。閥門手動裝置的結構應設計合理,齒輪的齒形、齒數、模數等參數需符合標準規定。同時,閥門手動裝置應具有良好的傳動性能,傳動效率高,傳動平穩,無明顯的振動和噪聲。此外,閥門手動裝置應能承受規定的工作負荷,且在使用過程中具有良好的熱性能和耐磨性。無錫蝶閥閥門手動裝置制造商