- 品牌
- 上海賦貝
- 型號
- 齊全
國外管件生產自動化主要表現在,配方原料必須經過專業廠家造粒,通過專門的原料罐車送至管件生產廠家。在高壓泵的作用下將原料壓入一個巨大的儲料罐中,后通過集中供料系統輸送到每臺注塑機的料斗中。注塑機中生產的管件產品有的從機臺中自動掉入注塑機下的輸送帶傳送出去,有的通過機械手放入注塑機旁的輸送帶傳送,在皮帶出口安裝一個大轉盤,由工人在轉盤處進行集中分類裝箱。由于國外原料在出廠前經過嚴格的檢測,保證了產品性能和質量的穩定,故在產品檢測方面只在轉盤處隨機抽樣檢測,工人只進行分類包裝和貼標簽,至于每箱的數量用電子稱進行稱量,具體做法是將包裝箱直接放在電子稱上,達到裝箱重量就封口,貼標簽。包裝好的產品碼放在專業托盤上,由叉車司機送入立體倉庫入口處,通過立體倉庫自動運輸系統送入規定的倉位,品名數量隨即計入倉庫計量系統。自動化生產線可以減少人工操作帶來的健康和安全風險。常州管材成型自動化生產線生產廠家
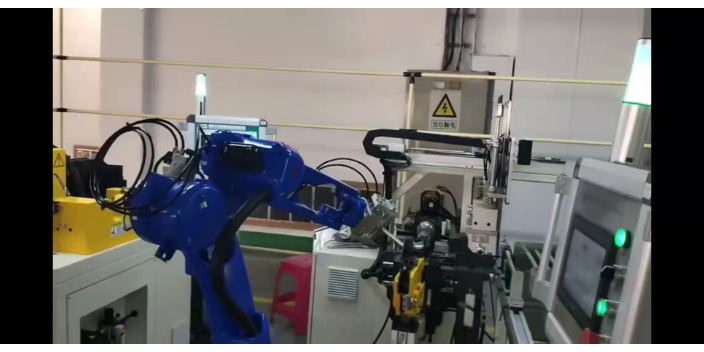
自動化生產線
我國PVC-U排水管件的生產比較早是從二十世紀八十年代末期開始的。那時的注塑機主要是以配方粉料作為生產用料,模具全部都是采用大澆口直接進膠方式設計和制作,生產車間粉塵大,產品需要大量的人工進行澆口的修剪。原料先按照配方進行稱量,投入到高混機,高混到130后再轉入低混,低混溫度降至60 以下放出。靠人工一袋袋投入到注塑機料斗中,早期生產工藝相對簡陋;其塑化效果差,產品的外觀和內在質量都不太穩定。而且隨著生產的不斷進行,螺桿料筒經過磨損后,粉料就不容易下料,影響生產的正常進行。常州管材成型自動化生產線生產廠家自動化生產線可以提高生產過程中的可追溯性。

管件模具的結構主要包括:面板、定模板、定模型腔、動模板、動模型腔、型芯、滑塊及滑塊副部件、抽芯部件、頂出推板、動模底板等,其中為了保證模具的強度,通常將面板和定模板做成整板式。從功能上講,管件模具包括:澆注系統、冷卻系統、頂出系統、抽入芯系統。為了保證管件模具的自動化生產,澆注系統中的澆口通常采用潛伏式澆口,以利于產品與流道的自動分離,為了提高生產效率,型腔采用多層水道,型芯采用螺旋水芯,以達到完美的冷卻效果,為了保證頂出工作的穩定可靠,頂出系統頂針可設計頂耳形式,產品美觀無頂痕,頂針與型芯無干涉,頂針復位采用彈簧及復位桿,以及用螺栓連接頂出板與注塑機頂針的強制復位結構。
早在二十世紀九十年代,PVC-U排水管件模具主要是由各模具廠家根據客戶特定的訂單進行組織與生產,模具及零件的制作按單件設計與制造。不但成本高,效率低,質量不穩定,甚至交貨期通常也較長。正因為模具制作存在以上的諸多問題,所以各模具廠家在管件模具的標準化設計與制作上逐步走向統一。總的原則是:管件模具模架部分交給專業模坯廠家制作;模具外零件實行標準化設計和批量制作;模具廠家根據客戶訂單要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及產品成型部位),這樣的好處是:模具車間生產組織計劃性強;外標準件平時可以投入批量制作;標準件制作可以提高效率,并保證質量的穩定;可以很縮短模具的交貨期;由于標準件批量的制作,相對單件來說成本低,提高模具廠家的競爭力。自動化生產線可以通過自動化調度和優化提高生產效率。

自動化生產線模具主要是由各模具廠家根據客戶特定的訂單進行組織與生產,模具及零件的制作按單件設計與制造。不但成本高,效率低,質量不穩定,甚至交貨期通常也較長。正因為模具制作存在以上的諸多問題,所以各模具廠家在管件模具的標準化設計與制作上逐步走向統一。總的原則是:管件模具模架部分交給專業模坯廠家制作;模具外零件實行標準化設計和批量制作;模具廠家根據客戶訂單要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及產品成型部位),這樣的好處是:模具車間生產組織計劃性強;外標準件平時可以投入批量制作;標準件制作可以提高效率,并保證質量的穩定;可以很縮短模具的交貨期;由于標準件批量的制作,相對單件來說成本低,提高模具廠家的競爭力。自動化生產線可以減少生產過程中的人為浪費。淮安空調水管自動化生產線型號
自動化生產線可以通過自動化檢測和質量控制提高產品質量。常州管材成型自動化生產線生產廠家
自動化生產線的變頻器自動化工廠的交換器變頻器(Variable-frequencyDrive,VFD)是應用變頻技術與微電子技術,通過改變電機工作電源頻率方式來控制交流電動機的電力控制設備。變頻器主要由整流(交流變直流)、濾波、逆變(直流變交流)、制動單元、驅動單元、檢測單元微處理單元等組成。變頻器靠內部IGBT的開斷來調整輸出電源的電壓和頻率,根據電機的實際需要來提供其所需要的電源電壓,進而達到節能、調速的目的,另外,變頻器還有很多的保護功能,如過流、過壓、過載保護等等。常州管材成型自動化生產線生產廠家
- 南通管材自動化生產線設計 2025-07-09
- 揚州管路成型自動化生產線回收 2025-07-09
- 淮安管材自動化生產線回收 2025-07-09
- 鎮江管材加工自動化生產線型號 2025-07-09
- 鹽城汽車空調水管自動化生產線訂制價格 2025-07-09
- 揚州管材加工自動化生產線哪家好 2025-07-09
- 無錫汽車剎車管自動化生產線供應商家 2025-06-15
- 常州剎車油管自動化生產線回收 2025-06-15
- 蘇州汽車剎車管自動化生產線解決方案 2025-06-15
- 無錫汽車剎車管自動化生產線保養維修價格 2025-06-15
- 揚州剎車油管自動化生產線設計 2025-06-14
- 蘇州汽車剎車管自動化生產線多少錢一臺 2025-06-14