- 品牌
- 賦耘
- 型號
- FY-MH-100
- 類型
- 低倍組織熱酸蝕裝置
- 工作室尺寸
- 長40*400m250
- 溫度波動度
- 誤差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 廠家
- 賦耘
- 產地
- 上海
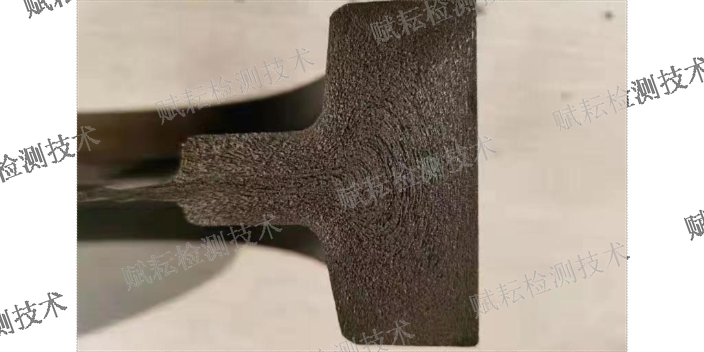
連鑄坯低倍樣的快速制備方法,所述方法包括以下步驟;1)取5cn!厚的小方坯試樣,斷面為90X90mm-200X200mm,兩端均為火焰切割面;2)調整銑床主軸及進給轉速;將小方坯試樣放置于立式銑床上,將主軸轉速調至375r/min,進給轉速調至190r/min,反復加工兩次,以保證試樣表面的粗糙度幾溫度要求;3)用銑床將試樣加工至粗糙度及表面溫度滿足要求,將試驗表面加工至表面粗糙度不大于μm,且保證試樣的表面溫度大于250°C;4)人工快速將試樣熱送至酸洗槽;5)將試樣放入酸洗槽;6)用冷酸均勻灑在試樣表面進行酸蝕,用燒杯取10ml濃度30%的工業鹽酸,均勻的灑在試樣的加工面進行腐蝕.以利用試樣本身的溫度將試樣表面的酸液加熱至80°C以上,從而較為清楚的顯示試樣的晶體組織分布及低倍缺陷的形貌,7)約2-3min后用熱水沖洗,然后用風機快速吹干,即可清楚的顯示各種缺陷及組織分布情況;8)按照YB/T4002-2013即連鑄鋼方坯低倍組織缺陷評級圖對試樣進行組織測量、缺陷評級。該技術方案充分利用加工過程的試驗表面溫度,無需進行酸加熱,減少處理的時間,簡化操作工藝,降低酸的損耗同時防止低倍質量如裂紋、縮孔、疏松等缺陷未能充分顯示。 低倍組織熱酸裝置,低倍電解腐蝕裝置有售!四川金相低倍腐蝕國標

連鑄坯低倍樣的快速制備方法中具體如下,取一塊5cm厚的小方坯試樣,兩端均為火焰切割面。將小方坯試樣放置于立式銑床上,將主軸轉速調至375r/min,進給轉速調至190r/min,反復加工兩次,以保證試樣表面的粗糙度幾溫度要求。將試驗表面加工至表面粗糙度不大于μm,且保證試樣的表面溫度大于250°C。快速將試樣放置于酸洗槽內,用燒杯取10ml濃度30%的工業鹽酸,均勻的灑在試樣的加工面進行腐蝕.以利用試樣本身的溫度將試樣表面的酸液加熱至80°C以上,從而較為清楚的顯示試樣的晶體組織分布及低倍缺陷的形貌。2-3min后用熱水沖洗,然后用風機快速吹干,即可清楚的顯示各種缺陷及組織分布情況。優點對連鑄坯的低倍樣進行快速處理,充分利用加工過程的試驗表面溫度,無需進行酸加熱,減少處理的時間,簡化操作工藝,降低酸的損耗同時防止低倍質量如裂紋、縮孔、疏松等缺陷未能充分顯示,并且確保能夠準確測定等軸晶、樹枝晶及坯殼致密等軸晶的比例;2)經此方法處理后,可以達到與熱酸蝕檢驗同樣的低倍效果,檢驗I塊試樣的時間約3min,與現有的熱酸蝕法約40min時間相比,處理時間大幅減少,對于小批量的在線快速檢驗極為有效;3)整個技術方案操作簡單,周期短,降低了酸的損耗。 四川低倍腐蝕低倍組織熱酸蝕裝置標準GB226-2015鋼的低倍組織及缺陷酸蝕檢驗法!

全自動低倍組織酸蝕過程中在試樣現場通過火焰切割機對試樣進行切割,將切割后的試樣送到實驗室,試樣以銑床加工為主。試樣切割具體作業為:橫向試樣在現場切割兩次得到毛坯樣,少量的縱向試樣需要切割3次。加工時間:火焰切割需要時間5-10分鐘,帶鋸切割時間10-60分鐘。取樣部位根據:GB226_91《鋼的低倍組織及缺陷酸蝕檢驗法》、攀鋼內部標準以及用戶合同特殊規定,部位:大多數試樣為橫向試樣(端截面),部分為縱向試樣(沿縱軸截取,長度一般是端面周長或者是直徑的)。試樣傳輸系統為MLF-LIFT智能行車,用于試樣在設備間的搬運,由輕型標準行車進行數控改裝而成的雙梁式智能行車,載重500KG,比較大速度2M/S,Z軸升降方式采用剛性導向柱形式,做到在移動過程中避免工件的晃動,升降過程全程由激光測距儀自動定位精度2mm,升降速度。在升降柱底端裝備電磁吸盤和自動定位緩沖裝置,行車X、Y軸向的移動:全部采用變頻電機或伺服電機驅動加上激光測距儀定位由控制系統SMENSPLCS7300(PR0FIBUS雙電纜通訊)進行X、Y軸的準確定位,確保試樣工件能自動傳送到預定位置。由于全自動方圓坯連鑄低倍檢驗系統主要承擔中高碳鋼、合金鋼。
低倍組織熱酸蝕裝置倍酸堿檢驗洗槽,包括外殼其特征在于所述外殼中部對稱設有多組凹槽,且在外殼中除去多組凹槽的其它部位內填充有保溫材料;其中,所述凹槽的底部均設有保溫支架,所述保溫支架上均裝設有加熱管在每組凹槽中,所述加熱管由凹槽的端部引入保溫支架,并在保溫支架內環行一圈后再從凹槽的同一端部引出。2.根據權利要求1所述的低倍酸堿檢驗洗槽,其特征在于所述的凹槽的右側端部處均設有液位檢測電極,同時凹槽的左側端部處均設有熱電偶;此外,凹槽的底部均連有排送管道。3.根據權利要求1所述的低倍酸堿檢驗洗槽,其特征在于所述保溫支架頂部放置有底板,且在底板上設有多個孔洞。4.根據權利要求1所述的低倍酸堿檢驗洗槽,其特征在于所述的加熱管均為鐵氟龍電加熱管。5.根據權利要求1所述的低倍酸堿檢驗洗槽,其特征在于所述的外殼(I)中部設有四組凹槽,所述凹槽均為矩形槽;其中,將四組矩形槽依次設定為酸洗槽、堿洗槽、炸洗槽和水槽。 低倍加熱腐蝕裝置樣品去鋼絲氧化皮!
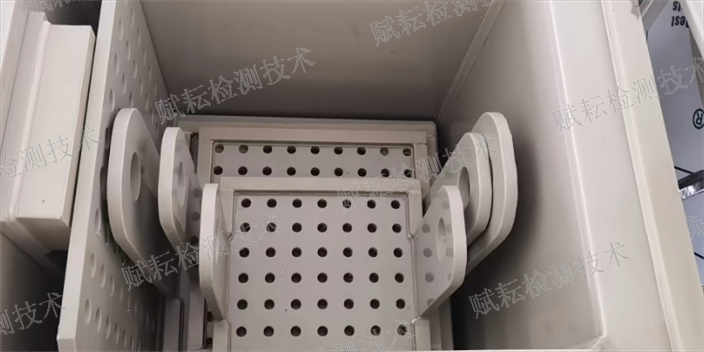
低倍組織熱酸蝕裝置在酸洗槽2內放入鋁樣板并倒入酸溶液,所述酸溶液為硝酸、鹽酸和水按1:1:1的重量比例配制的混合溶液,酸溶液的用量以浸沒鋁樣板高度的一半為宜,通過酸溶液對鋁樣板表面進行腐蝕,腐蝕時間為5分鐘左,直至鋁樣板顯現鋁合金的晶粒;之后,將鋁樣板放入水槽5內清洗鋁樣板表面,清洗完畢后觀察鋁樣板上的晶粒的尺寸,根據行業標準判斷鋁樣板上的晶粒尺寸合格與否。在堿洗槽3內放入鋁樣板并倒入堿液,所述堿液為氫氧化鈉和水按1:1的重量比例配制的混合溶液,堿液的用量以浸沒鋁樣板高度的一半為宜,通過堿液對鋁樣板表面進行腐蝕,腐蝕時間為10分鐘,直至去除鋁樣板表面的油脂;之后,將鋁樣板放入水槽5內清洗鋁樣板表面,清洗完畢后即可觀察鋁樣板表面的缺陷情況;炸洗槽4的作用是模擬產品的后續表面清洗工藝,了解其處理后的表面質量情況,使生產工藝和質量控制更有針對性。首先在炸洗槽4內倒入炸洗液,所述炸洗液采用炸粉與水進行配制,通過炸洗液對鋁樣板進行炸洗,炸洗時間10分鐘,炸洗結束后,將鋁樣板放入水槽5內清洗鋁樣板表面,分析鋁樣板表面質量是否符合要求。其中,炸洗槽內4的溶液類型也可根據實際需要進行調整,并不只限于炸洗液。其中。 低倍電解腐蝕裝置低倍加熱腐蝕裝置現貨!遼寧流線低倍腐蝕酸霧系統
低倍組織熱酸蝕裝置槽子尺寸大小!四川金相低倍腐蝕國標
目前,大多鋼廠采用熱酸浸蝕法進行鋼的低倍組織檢測,這種方法工序繁瑣、操作成本高,而且需要將整個試樣放入高濃度的鹽酸中。因此極易發生危險。采用熱酸浸蝕典型方法是將1:1的鹽酸溶液加熱到70--8(TC。然后將整個試樣放入酸槽中,浸蝕大約20—60分鐘。整個試樣外表面浸蝕掉—。由于要將整個試樣投入熱鹽酸中,這種方法極易造成鹽酸外濺,同時熱酸浸蝕法中散發出的大量“酸煙”也對設備及人體健康有害。為克服熱酸浸蝕法的上述缺點,本發明采用較為先進的全自動的電解腐蝕機,其工藝過程為:全自動電解腐蝕機使用冷稀鹽酸并通過電腐蝕法對鋼樣的檢測面進行浸蝕,在操作時只需將鋼樣浸蝕面向下放置在一個自動移動的臺架上.就可依次完成對鋼樣的酸蝕、清洗和干燥工作。 四川金相低倍腐蝕國標
賦耘檢測技術(上海)有限公司成立于2018-06-12,位于海灣旅游區奉炮公路141弄49號1幢635,公司自成立以來通過規范化運營和高質量服務,贏得了客戶及社會的一致認可和好評。本公司主要從事金相設備耗材檢測技術,拋光液拋光膏拋光劑拋光粉,砂紙切割片碳化硅氧化鋁,熱鑲嵌料冷鑲嵌料鑲嵌機領域內的金相設備耗材檢測技術,拋光液拋光膏拋光劑拋光粉,砂紙切割片碳化硅氧化鋁,熱鑲嵌料冷鑲嵌料鑲嵌機等產品的研究開發。擁有一支研發能力強、成果豐碩的技術隊伍。公司先后與行業上游與下游企業建立了長期合作的關系。賦耘,古莎,標樂,法國LAMPlAM致力于開拓國內市場,與五金、工具行業內企業建立長期穩定的伙伴關系,公司以產品質量及良好的售后服務,獲得客戶及業內的一致好評。賦耘檢測技術(上海)有限公司通過多年的深耕細作,企業已通過五金、工具質量體系認證,確保公司各類產品以高技術、高性能、高精密度服務于廣大客戶。歡迎各界朋友蒞臨參觀、 指導和業務洽談。
低倍組織熱酸蝕裝置在酸蝕槽中加入適量的1:1的鹽酸水溶液,同時考慮放置樣品的體積。若太高,液體易漏出;若太低,液體將不能淹沒電加熱器,電加熱器將會燒壞。在開電源之前應注意,由于酸液在長期使用中會減少,因此,在開電源之前,必須檢查液面的高低,以保證有足夠的液體,使液面高于電加熱器的加熱部分,否則,應添加腐蝕液插上電源,打開控制器背面的電源開關;按選擇按鈕一次,再按增加或減少按鈕,可設定加熱溫度。按標準一般設定為70。C;再按選擇按鈕一次,再按增加或減少按鈕,可設定在設定加熱溫度下的保溫時間。一般設定為20分鐘;再按選擇按鈕一次,即完成設定;按加熱按鈕,加熱燈亮,表示開始加熱;當液體溫度達到...
- 遼寧鋼材料缺陷低倍腐蝕怎么選擇 2025-07-12
- 重慶鍛造流線低倍腐蝕怎么使用 2025-07-12
- 四川鋼鐵行業低倍腐蝕怎么選擇 2025-07-08
- 河南耐強酸低倍腐蝕什么品牌性價比高 2025-07-06
- 天津金屬材料斷口低倍腐蝕什么品牌性價比高 2025-07-05
- 天津金屬材料斷口低倍腐蝕用什么腐蝕液 2025-06-25
- 低倍腐蝕什么價格 2025-06-24
- 江蘇鋼鐵行業低倍腐蝕廠家直銷 2025-06-23
- 重慶金屬制品低倍腐蝕代理加盟 2025-06-22
- 陜西金屬制品低倍腐蝕操作說明 2025-06-22




- 吉林金屬材料斷口低倍腐蝕什么品牌性價比高 2025-06-21
- 浙江金屬制品低倍腐蝕 2025-06-21
- 北京金相低倍腐蝕怎么使用 2025-03-29
- 山西金相低倍腐蝕廠家直銷 2025-03-29
- 浙江鍛造流線低倍腐蝕酸霧系統 2025-03-27
- 廣東金相低倍腐蝕酸霧系統 2025-03-26



- 上海賦耘國產金相拋光布怎么選 07-15
- 江蘇帶背膠帆布金相拋光布大概多少錢 07-14
- 北京金相拋光布代理加盟 07-14
- 湖北鈦合金金相拋光布品牌排行榜 07-14
- 湖北帶背膠阻尼布金相拋光布怎么選 07-14
- 廣東帶背膠真絲絨金相拋光布怎么選 07-14
- 江西布氏硬度計代銷 07-14
- 江蘇帶背膠醋酸金相拋光布 07-13
- 福建鋼鐵行業低倍腐蝕什么價格 07-13
- 湖北鋁合金金相拋光布材質有哪些 07-13