- 品牌
- 如皋昕亞
- 型號
- 齊全
從**開放初期開始起步,二十年的時間成為了世界玻纖產品的第二大生產國,產量增長速度明顯快于世界玻纖產量增長速度。1985年我國的玻纖產量只有區區7.1萬噸,勉強占世界玻纖產量的1/20,但進入90年代后,玻纖工業突飛猛進,在2001-2003年世界玻纖業產量徘徊不前、陷入瓶頸的時候,我國玻纖產量仍然保持快速增長的勢頭,2003年47.3萬噸的年產量幾乎已經達到世界玻纖產量的1/5,提前達到并超額完成國家“十五”計劃規定的玻纖年產量38萬~40萬噸的奮斗目標。我國玻纖行業屬于外向型結構,進口和出口一直呈雙向增長態勢,尤其是隨著玻纖產業的蓬勃發展,進出口更是保持高速增長,2003年出口量已經達到玻纖總產量的59.1%尺度安定性,耐熱性均佳。崇川區制作玻璃纖維材料銷售方法

(8) 玻璃纖維絕緣套管:以玻璃纖維紗編織成管,并涂以樹脂材料制成的各種絕緣等級的套管,有PVC樹脂玻纖漆管、丙烯酸玻纖漆管、硅樹脂玻纖漆管等。組合玻璃纖維70年代以來,出現了把短切原絲氈、連續原絲氈、無捻粗紗織物和無捻粗紗等,按一定的順序組合起來的增強材料,大體有以下幾種:(1)短切原絲氈+無捻粗紗織物(2)短切原絲氈+無捻粗紗布+短切原絲氈(3)短切原絲氈+連續原絲氈+短切原絲氈(4)短切原比氈+隨機無捻粗紗(5)短切原絲氈或布+單向碳纖維(6)短切原絲+表面氈(7)玻璃布+單向無捻粗紗或玻璃細棒+玻璃布南通品牌玻璃纖維材料銷售方法通過鉑合金板以機械拉絲方法拉制的無限長的纖維,稱為連續玻璃纖維,通稱長纖維。

識別高堿玻璃纖維檢驗的簡單方法是將纖維放在沸水里而煮6-7h,如果是高堿玻硝纖維,經過沸水煮后,經向和緯向的纖維全部變疏松了。按照不同的標準,玻璃纖維的分類方法很多,一般從長度和直徑、組成和性能兩個角度來劃分。玻璃纖維生產工藝有兩種:兩次成型-坩堝拉絲法,一次成型-池窯拉絲法。坩堝拉絲法工藝繁多,先把玻璃原料高溫熔制成玻璃球,然后將玻璃球二次熔化,高速拉絲制成玻璃纖維原絲。這種工藝有能耗高、成型工藝不穩定、勞動生產率低等種種弊端,基本被大型玻纖生產廠家淘汰。
(2)磨碎纖維:磨碎纖維系由錘磨機或球磨機將短切纖維磨碎而成。磨碎纖維主要在增強反應注射工藝(RRIM)中用作增強材料,在制造澆鑄制品、模具等制品時用作樹脂的填料用以改善表面裂紋現象,降低模塑收縮率,也可用作增強材料。玻璃纖維織物(1)玻璃布我國生產的玻璃布,分為無堿和中堿兩類,國外大多數是無堿玻璃布。玻璃布主要用于生產各種電絕緣層壓板、印刷線路板、各種車輛車體、貯罐、船艇、模具等。中堿玻璃布主要用于生產涂塑包裝布,以及用于耐腐蝕場合。織物的特性由纖維性能、經緯密度、紗線結構和織紋所決定。經緯密度又由紗結構和織紋決定。經緯密加上紗結構,就決定了織物的物理性質,如重量、厚度和斷裂強度等。有五種基本的織紋:平紋、斜紋、緞紋、羅紋和席紋。亦稱高堿玻璃,是一種典型的鈉硅酸鹽玻璃,因耐水性很差,很少用于生產玻璃纖維。

無捻粗紗是由平行原絲或平行單絲集束而成的。無捻粗紗按玻璃成分可劃分為:無堿玻璃無捻粗紗和中堿玻璃無捻粗紗。生產玻璃粗紗所用玻纖直徑從12~23μm。無捻粗紗的號數從150號到9600號(tex)。無捻粗紗可直接用于某些復合材料工藝成型方法中,如纏繞、拉擠工藝,因其張力均勻,也可織成無捻粗紗織物,在某些用途中還將無捻粗紗進一步短切。無捻粗紗織物玻璃纖維方格布方格布是無捻粗紗平紋織物,是手糊玻璃鋼重要基材。方格布的強度主要在織物的經緯方向上,對于要求經向或緯向強度高的場合,也可以織成單向方格布,它可以在經向或緯向布置較多的無捻粗紗。不易燃燒,高溫下可熔成玻璃狀小珠。崇川區制作玻璃纖維材料銷售方法
生產方法大致分兩類:一類是將熔融玻璃直接制成纖維;崇川區制作玻璃纖維材料銷售方法
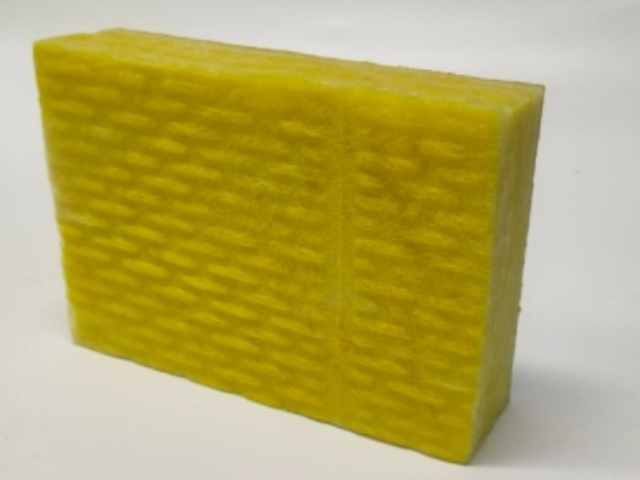
技術性能瀝青玻璃纖維板的技術性能這種半硬質板材,具有許多獨特的技術性能。1.隔熱性:眾所周知,玻璃纖維的導熱性低,特別是直徑較細的玻璃纖維,因其容重較低,可***用于建筑和工業部門的保溫、隔熱和隔冷,是一種優良的熱絕緣材料。玻璃纖維導熱系數較小,將玻璃纖維手拉廢絲制成瀝青玻璃纖維板后,致使瀝青玻璃纖維板內玻璃纖維不規則的孔隙,阻止了空氣的對流,削弱了對流在熱傳導中的作用,具有良好的隔熱作用。故適當降低玻璃纖維手拉粗絲的直徑和降低瀝青玻璃纖維板的容重,可以提高板材的隔熱性能。崇川區制作玻璃纖維材料銷售方法
如皋昕亞電子科技有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的電工電氣中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,齊心協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來如皋昕亞電子科技供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!

4)揮發物含量:①離粘結片邊緣至少25mm處,按寬度方向左、中、右,切取3張試樣。試樣尺寸為100mm×100mm,對角線與經緯向平行。②在每張試樣的一角,穿一小孔。③將試樣放在干燥器中,處理1h。④逐張稱重(W1),準確至0.001g。⑤將試樣掛在烘箱中,在163℃±2℃,烘15min。⑥將試樣移至干燥器中,冷卻10min。⑦逐張稱重(W2),準確至0.001g。⑧計算:揮發物含量=[(W1一W2)/W1]×100%(3)粘結片的貯存經外觀和各項技術指標檢測后,粘結片應整齊疊放,按要求邊進行存放管理。粘結片中的環氧樹脂處于半固化狀態,在存放過程中,粘結片的品質將隨存放條件和存放時間的變化而變...
- 常州進口玻璃纖維材料銷售價格 2025-07-16
- 江蘇優勢玻璃纖維材料廠家現貨 2025-07-15
- 蘇州品牌玻璃纖維材料銷售方法 2025-07-14
- 啟東什么是玻璃纖維材料私人定做 2025-07-13
- 南通質量玻璃纖維材料哪家好 2025-07-13
- 常州什么是玻璃纖維材料收費 2025-07-13
- 南京優勢玻璃纖維材料推薦貨源 2025-07-12
- 無錫品牌玻璃纖維材料收費 2025-07-12
- 如皋品牌玻璃纖維材料收費 2025-07-11
- 海安什么是玻璃纖維材料產品介紹 2025-07-11
- 啟東品牌玻璃纖維材料銷售價格 2025-07-10
- 通州區什么是玻璃纖維材料廠家現貨 2025-07-09
- 如皋質量玻璃纖維材料報價 2025-07-08
- 常州進口玻璃纖維材料訂制價格 2025-07-08
- 南京質量玻璃纖維材料廠家現貨 2025-07-08
- 如皋銷售玻璃纖維材料銷售價格 2025-07-07


- 常州進口玻璃纖維材料銷售價格 07-16
- 蘇州銷售電子絕緣材料訂制價格 07-16
- 啟東制作防靜電復合材料推薦貨源 07-16
- 江蘇優勢玻璃纖維材料廠家現貨 07-15
- 南京銷售電子絕緣材料私人定做 07-15
- 如皋優勢自動化設備商家 07-15
- 海門區質量自動化設備銷售價格 07-15
- 海安優勢防靜電復合材料產品介紹 07-15
- 如東優勢自動化設備報價 07-15
- 通州區進口防靜電復合材料收費 07-15