攪拌摩擦焊的英文是FrictionStirWelding縮寫為FSW,于1991年由英國焊接研究所(TWI)發明的。它是利用間接摩擦熱實現板材的連接。這種方法打破了原來摩擦焊只限于圓形斷面材料焊接的概念,是上個世紀末本世紀初***的鋁及其合金的焊接技術。自從攪拌摩擦焊發明以來,攪拌摩擦焊技術...
摩擦焊企業商機
下面以摩擦焊接在航空航天工業與汽車工業中的應用舉例說明。(1)航空航天工業隨著現代高性能***航空發動機的不斷更新,其主要性能指標推重比亦不斷提高。同時對發動機的結構設計、材料及制造工藝均提出了更高的要求。從70年代起,以美國GE公司為**,在***航空發動機轉子部件(盤+盤、盤+軸)制造中,率先成功地采用了慣性摩擦焊接技術。美國TextronLing公司生產的新型大功率T55渦輪噴氣發動機的前盤與前軸、后軸的連接都是采用盤+軸一體的摩擦焊接結構。P&W公司將摩擦焊接列為80年代發動機制造中的五項重大焊接技術之一。蘇州市益五機械為您提供摩擦焊設備。南京攪拌摩擦焊專業
這款中型二維攪拌摩擦焊設備除了以上的設備特點,其中在設備的結構當中,尤其需要采用蝸輪蝸桿傳動方式,傳動鋼性好的C軸。此外還配備大妞矩主軸,高剛性床身,并可擴展恒壓力控制、激光焊縫尋蹤、起點自動對、焊接參數與提取功能。這些摩擦焊的特點對這款設備的優勢更是添加風采,也成為制造業中用途較為廣的摩擦焊設備之一。
市場上有太多的摩擦焊設備,那么如果我們采購摩擦焊設備,建議大家可以先了解下摩擦焊設備的特點,以及自己廠的需求,根據自己廠的需求,選擇合適的摩擦焊設備 張家港質量摩擦焊階格便捷式了解摩擦焊設備參數。

也有得把單純圓柱形加工成螺紋牙型或淺牙形,而端部形狀一般為半球形。TWI采用FSW焊接75m特大厚板時,采用的攪拌頭表面如圖2-2(a)所示,切削成螺紋牙型的螺旋溝,目的是增加對被焊金屬的攪拌力。圖2-2(b)所示為較為復雜形狀的攪拌指棒。圖1-2新的攪拌頭2.攪拌頭肩部的形狀和材質如圖1-3所示,攪拌頭的肩部不是平面狀,而是稍帶凹面的形狀,凹的程度應通過實踐來確定。這種肩部形狀在旋轉摩檫時,會促進其正下方母材表面金屬的塑性流動,增強混合攪拌效果。圖1-3攪拌頭的肩部形狀因為攪拌頭的肩部是產熱之處,可采用熱傳導率低的二氧化鋯作為肩部材料;而有的攪拌頭為整體鋼制。它與采用通常一體型全鋼制攪拌頭相比,向攪拌頭傳導的熱減少,即減少了熱損失;而且在相同條件下也不會增加FSW熱影響區的寬度。在FSW高速焊時,肩部的發熱量增加了30-70%。只有當肩部材質為二氧化鋯時,向攪拌頭側的熱傳導會得到有效的***,該攪拌頭才適用于高速FSW焊接。3.攪拌頭的壽命攪拌頭的壽命主要是以攪拌指棒根部的損傷為衡量標準。由于攪拌指棒根部易發生高溫疲勞或剪切破壞,而造成損傷。初步試驗結果表明,攪拌頭的材質、形狀、被焊工件的板厚各異以及焊接工藝參數不同。
德國MTU公司正在開展高壓壓氣機轉子等大型部件的摩擦焊接技術研究;法國海豚發動機也將摩擦焊接推廣應用于減速器錐形齒輪的焊接,等等。國外一些先進的航空發動機制造公司已將摩擦焊接作為焊接高推重比航空發動機轉子部件的主導的、典型的和標準的工藝方法。普遍認為摩擦焊是可靠、再現性好和可信賴的焊接技術。在飛機制造中,摩擦焊接也展現了新的應用前景。AISI4340超高強度鋼因其具有高的缺口敏感性和焊接脆化傾向,當用來制造飛機起落架時,國外規定不允許采用熔化焊接方法施焊,已成功地進行了4340管與4030鍛件起落架、拉桿的摩擦焊接。此外,直升飛機旋翼主傳動軸的NitralloyN合金齒輪與18%高鎳合金鋼管軸的焊接、雙金屬飛機鉚釘、飛機鉤頭螺栓等均采用了摩擦焊接,這表明摩擦焊接技術已滲透到了飛機重要承力構件的焊接領域。 吳江摩擦焊設備供應商報價。

航空航天攪拌摩擦焊好嗎?
航空航天攪拌摩擦焊好的?這個您要問攪拌摩擦焊蘇州代理商——蘇州益五機械設備有限公司了,蘇州益五機械專門航空航天設備,原裝進口,設備精靈,是目前在機械行業領域里數一數二的設備了。那么關于您提的問題,航空航天攪拌摩擦焊設備好嗎?接下來就為您介紹攪拌摩擦焊的好。
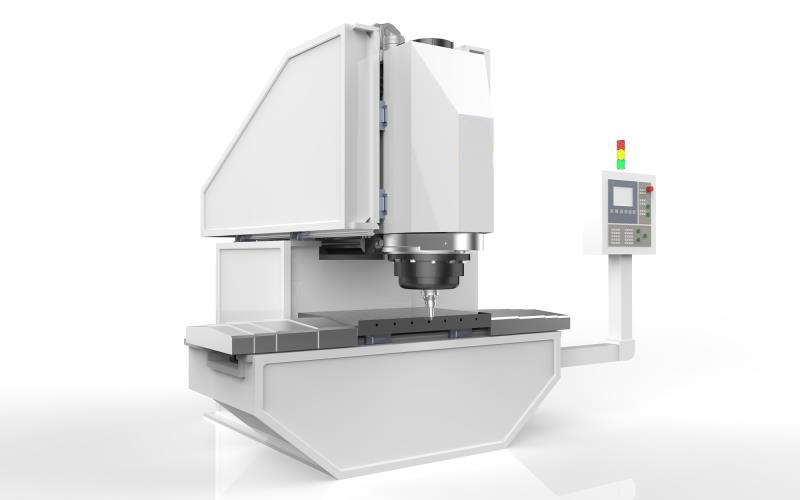
日本原裝進口的航空航天攪拌摩擦焊根據您的需求的不同,所使用的設備型號也是有區別的,比如蘇州益五機械代理的C型攪拌摩擦焊設備,這款設備的亮點就是設備的占地面積比較小,設備結構也穩定,在實際的機械應用當中也是頗受歡迎的一款設備,這款C型攪拌摩擦焊設備可以焊接的厚度可以達到:鋁合金(Auminum)1~16mm,所以如果您的車間焊接使用的范圍不會超過這個厚度的,您也可以了解下這款航空航天攪拌摩擦焊設備。 供應摩擦焊設備的蘇州供應商,就找蘇州市益五機械。張家港質量摩擦焊階格
好的摩擦焊設備就找蘇州市益五機械。南京攪拌摩擦焊專業
做為一種焊接現象來分析,它們的過程并不是完善的,焊接質量也并不理想。但是,我們通過對這些粘結、焊合現象的分析,有助于了解摩擦焊的實質。摩擦破壞了金屬表面的氧化膜。摩擦生熱降低了金屬的強度,但提高了它的塑性。摩擦表面金屬產生了塑性變形與流動,防止了金屬的氧化,促進了焊接金屬原子的互相擴散,形成了牢固的焊接接頭。這就是摩擦焊的實質。
摩擦焊步驟編輯摩擦焊通常由如下四個步驟構成:
1、機械能轉化為熱能;2、材料塑性變形;3、熱塑性下的鍛壓力;4、分子間擴散再結晶。摩擦焊相較傳統熔焊比較大的不同點在于整個焊接過程中,待焊金屬獲得能量升高達到的溫度并沒有達到其熔點,即金屬是在熱塑性狀態下實現的類鍛態固相連接。相對傳統熔焊,摩擦焊具有焊接接頭質量高,能達到焊縫強度與基體材料等強度,焊接效率高、質量穩定、一致性好,可實現異種材料焊接等。
南京攪拌摩擦焊專業
蘇州市益五機械科技有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來蘇州市益五機械科技供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
與摩擦焊相關的文章
太倉摩擦焊推薦咨詢
- 多臺摩擦焊供貨廠 2023-03-28
- 福建原裝進口摩擦焊 2023-03-20
- 蘇州求購摩擦焊專業制造商 2023-01-05
- 無錫口碑好摩擦焊應用 2023-01-05
- 南京質量激光摩擦焊應用 2023-01-03
- 園區工業摩擦焊設備 2023-01-03
- 園區特種焊接技術摩擦焊設備多少錢 2023-01-02
- 特種焊接技術摩擦焊圖片 2023-01-02
- 常州質量摩擦焊設備廠家 2023-01-01
- 鎮江摩擦焊商家 2023-01-01
- 浙江車床改裝摩擦焊應用 2022-12-31
- 南京攪拌摩擦焊專業 2022-12-31
與摩擦焊相關的產品

與摩擦焊相關的新聞
-
無錫質量摩擦焊法蘭邊軸承 2022-12-24 19:01:10蘇州攪拌摩擦焊有什么特點嗎? 2、適于焊接異種鋼和異種金屬。摩擦焊不僅可以焊接普通的異種鋼,還可以焊接常溫和高溫機械、物理性能差別很大的異種鋼和異種金屬,如碳素結構鋼—高速工具鋼;銅—不銹鋼等。此外,還能很好地焊接那些產生脆性合金的異種金屬,如鋁—銅、鋁—鋼等。 3、焊件尺寸...
-
蘇州線性摩擦焊焊機 2022-12-22 06:01:14蘇州攪拌摩擦焊又稱摩擦焊,很多行業內的朋友一般會直接稱為摩擦焊。蘇州益五機械為您更進一步的了解攪拌摩擦焊設備,為你介紹關于攪拌摩擦焊的工作原理: 攪拌摩擦焊簡稱“摩擦焊”,是利用工件端面相互運動、相互摩擦所產生的熱,使端部達到熱塑性狀態,然后迅速頂鍛,完成焊接的一種方法。摩擦...
-
吳江摩擦焊分類 2022-12-20 09:01:09蘇州益五機械之蘇州攪拌摩擦焊應用,該設備主要是用在熔化溫度較低的有色金屬,如Al、cu等合金。這和攪拌頭的材料選擇及攪拌頭的工作壽命有關。當然,這也和有色金屬熔化焊接相對困難有關,迫使人們在有色金屬焊接時尋找非熔化的焊接方法。對于延性好、容易發生塑性變形的黑色材料,經輔助加熱或利用其超塑性,...
-
蘇州激光摩擦焊特點 2022-12-20 00:12:17蘇州市益五機械科技有限公司為您介紹關于摩擦焊設備的特點和優勢,在蘇州益五機械的網站上您也可以查看,這里給大家介紹的是蘇州摩擦焊之中型二維摩擦焊設備的特點,所以大家一定要分清摩擦焊設備的型號哦!感謝您的瀏覽,希望這篇蘇州摩擦焊之中型二維摩擦焊設備有哪些特點嗎?文章能都幫助大更多的朋友。 ...
與摩擦焊相關的問題
新聞資訊
產品推薦
-
上海供應立臥復合加工中心咨詢
2025-07-15 -

蘇州咨詢立臥復合加工中心哪個好
2025-07-15 -

上海型材鉆攻中心機廠家
2025-07-15 -

無錫型材加工中心設備價格有嗎
2025-07-15 -

福建慢走絲圖片
2025-07-15 -

新區推薦型材加工中心設備怎么樣
2025-07-15 -
徐州制造雙主軸加工中心價格
2025-07-15 -

太倉什么是立臥復合加工中心價格表
2025-07-15 -

常州推薦雙主軸加工中心報價表
2025-07-15